MINISTERIO DE TRABAJO, EMPLEO Y SEGURIDAD SOCIAL
SUBDIRECCIÓN NACIONAL DE RELACIONES DEL TRABAJO
Disposición 116/2015
Bs. As., 27/3/2015
VISTO el Expediente N° 1.615.375/14 del Registro del MINISTERIO DE
TRABAJO, EMPLEO Y SEGURIDAD SOCIAL, la Ley N° 14.250 (t.o. 2004), la
Ley N° 20.744 (t.o. 1976) y sus modificatorias, y
CONSIDERANDO:
Que a fojas 2/11 del expediente citado en el Visto, obra el Convenio
Colectivo de Trabajo de Empresa celebrado entre la UNIÓN OBRERA,
METALÚRGICA DE LA REPÚBLICA ARGENTINA (U.O.M.R.A.) Seccional Capital
por los trabajadores y la empresa VÁLVULAS WORCESTER DE ARGENTINA
SOCIEDAD ANÓNIMA por el sector empleador, en el marco del Convenio
Colectivo de Trabajo N° 260/75 Rama 17 “Mecánica, Electromecánica,
Manufacturera de la Industria, ratificado por la Comisión Directiva
Nacional, de conformidad con la Ley de Negociaciones Colectivas N°
14.250 (t.o. 2004).
Que a fojas 57 y 74 de autos, la UNIÓN OBRERA METALÚRGICA DE LA
REPÚBLICA ARGENTINA (U.O.M.R.A.) ratificó el Convenio Colectivo de
Trabajo de Empresa celebrado por su Seccional Capital.
Que en el plexos indicado en el párrafo precedente, las partes acuerdan
las condiciones de trabajo que reglamentan la actividad que desarrolla
el personal de la empresa, que se encuentra alcanzado por el agrupe
profesional y territorial del gremio signatario.
Que es dable señalar, que el ámbito territorial del plexo homologado
por el presente, se circunscribe a la estricta correspondencia entre
las actividades expresamente reconocidas al sindicato al otorgársele la
personería gremial, y la actividad desarrollada por la empresa.
Que las partes firmantes se encuentran legitimadas para celebrar los
mentados textos convencionales, conforme surge de los antecedentes
obrantes en autos.
Que asimismo han acreditado su personería y facultades para negociar
colectivamente con las constancias glosadas a los presentes actuados.
Que las cláusulas pactadas no contienen aspectos que afecten o alteren
los principios, derechos y garantías contenidos en el marco normativo,
comúnmente denominado “orden público laboral”.
Que asimismo se acreditan los recaudos formales exigidos por la Ley N° 14.250 (t.o. 2004).
Que por último, corresponde que una vez dictado el acto administrativo
homologatorio del Convenio Colectivo de Trabajo de Empresa glosado a
fojas 2/11, se remitan estas actuaciones a la Dirección Nacional de
Regulaciones del Trabajo, a fin de evaluar la procedencia de elaborar
el cálculo del tope previsto por el artículo 245 de la Ley N° 20.744
(t.o. 1976) y sus modificatorias.
Que la Asesoría Legal de la Dirección Nacional de Relaciones del
Trabajo de este Ministerio, tomó la intervención que le compete.
Que por lo expuesto, corresponde dictar el pertinente acto
administrativo de homologación, de conformidad con los antecedentes
mencionados.
Que las facultades del suscripto para dictar la presente acto surgen de las atribuciones otorgadas por el Decreto N° 2096/14.
Por ello,
EL SUBDIRECTOR NACIONAL DE RELACIONES DEL TRABAJO
DISPONE:
ARTÍCULO 1° — Declárense homologados el Convenio Colectivo de Trabajo
de Empresa celebrado entre la UNIÓN OBRERA METALÚRGICA DE LA REPÚBLICA
ARGENTINA (U.O.M.R.A.) Seccional Capital por los trabajadores y la
empresa VÁLVULAS WORCESTER DE ARGENTINA SOCIEDAD ANÓNIMA por el sector
empleador, en el marco del Convenio Colectivo de Trabajo N° 260/75 Rama
17 “Mecánica, Electromecánica, Manufacturera de la Industria, y las
Actas de ratificación por la UNIÓN OBRERA METALÚRGICA DE LA REPÚBLICA
ARGENTINA (U.O.M.R.A.), que lucen a fojas 2/11 y 57 y 74 del Expediente
N° 1.615.375/14, respectivamente.
ARTÍCULO 2° — Regístrese la presente Disposición por la Dirección
General de Registro, Gestión y Archivo Documental, dependiente de la
SUBSECRETARIA DE COORDINACION. Cumplido, pase a la Dirección de
Negociación Colectiva, a fin de que el Departamento Coordinación
registre el Convenio Colectivo de Trabajo de Empresa y las Actas de
ratificación, obrantes a fojas 2/11 y 57 y 74 del Expediente N°
1.615.375/14, respectivamente.
ARTÍCULO 3° — Notifíquese a las partes signatarias. Posteriormente,
pase a la Dirección Nacional de Regulaciones del Trabajo, a fin de
evaluar la procedencia de elaborar el Proyecto de Base Promedio y Tope
lndemnizatorio, de conformidad a lo establecido en el Artículo 245 de
la Ley N° 20.744 (t.o. 1976) y sus modificatorias.
ARTÍCULO 4° — Hágase saber que en el supuesto de que este MINISTERIO DE
TRABAJO, EMPLEO Y SEGURIDAD SOCIAL no efectúe la publicación de
carácter gratuito del Convenio Colectivo de Trabajo de Empresa y/o de
esta Disposición, las partes deberán proceder de acuerdo a lo
establecido en el Artículo 5 de la Ley N° 14.250 (t.o. 2004).
ARTÍCULO 5° — Comuníquese, publíquese, dése a la Dirección Nacional del
Registro Oficial y archívese. — Lic. ADRIAN CANETO, Subdirector
Nacional de Relaciones del Trabajo, Ministerio de Trabajo, Empleo y
Seguridad Social.
Expediente N° 1.615.375/14
Buenos Aires, 01 de Abril de 2015
De conformidad con lo ordenado en la DISPOSICION DNRT N° 116/15 se ha
tomado razón de la Convención Colectiva de Trabajo de Empresa obrante a
fojas 2/11 del expediente de referencia, quedando registrado bajo el
número 1434/15 “E”. — VALERIA ANDREA VALETTI, Registro de Convenios
Colectivos, Departamento Coordinación - D.N.R.T.
CONVENIO entre LA UNION OBRERA METALURGICA DE LA REPUBLICA ARGENTINA y VALVULAS WORCESTER DE ARGENTINA S.A.
En la Ciudad Autónoma de Buenos Aires, siendo el día 03 de Abril de
2014, entre la UNION OBRERA METALURGICA DE LA REPUBLICA ARGENTINA,
U.O.M.R.A., representada en este acto, por el Secretario General Sr.
Antonio Caló, el Sr Secretario Adjunto Juan Belén, el Sr Secretario
Administrativo Naldo Brunelli, el Sr Secretario de Organización Antonio
Cattaneo, miembros del Secretariado Nacional de la UOMRA y en su
carácter de Directivos de la Seccional Capital, los Srs., Secretario
Adjunto Roberto Bonetti, y Secretario de Actas y Correspondencia, Sr.
Andrés Alcaraz, y la Representación Gremial de la Empresa, Sres. René
Aguirre, Marcelo López, en su carácter de delegados de la Empresa
Válvulas Worcester de Argentina S.A., con la asistencia legal del Dr.
Tomás Calvo y del Dr. Hernán Crosetti, y Técnica Paritaria del Sr.,
Alejandro A. Biondi, con dirección en Adolfo Alsina 487 de la Ciudad
Autónoma de Buenos Aires, por una parte, con facultades suficientes
para ejercer la representación que invocan, en adelante “La Entidad
Sindical”; y, por la otra, la EMPRESA VALVULAS WORCESTER DE ARGENTINA
S.A. con domicilio en Osvaldo Cruz 3333 (1293) Ciudad Autónoma de
Buenos Aires Buenos representada en este acto con mandato y facultades
suficientes que invocan, el Sr. Sebastián Gil Prado, en su carácter de
Apoderado Legal de la Empresa, el Sr. Gustavo Pernuzzi en su carácter
de Director Industrial, y la Sra. Guadalupe Senlle en su carácter de
jefa de RRHH, que en adelante denominada “La Empresa”, ambas en
conjunto denominadas “Las Partes” expresan que celebran el presente
acuerdo de conformidad a las cláusulas que a continuación se establecen:
Artículo N° 1 Partes intervinientes: Son partes signatarias del
presente acuerdo la UNION OBRERA METALURGICA DE LA REPUBLICA ARGENTINA,
U.O.M.R.A. con domicilio Alsina 487 de la Ciudad Autónoma de Buenos
Aires por el sector sindical y la empresa VALVULAS WORCESTER DE
ARGENTINA S.A. con domicilio en Osvaldo Cruz 3333, Ciudad Autónoma de
Buenos Aires.
Artículo N° 2 Vigencia: La duración del presente Acuerdo será de dos
años, contados a partir de la suscripción del presente Convenio.
Las partes se comprometen a iniciar las negociaciones tendientes a la
renovación del presente Convenio con una anticipación de 90 días a la
fecha de su vencimiento, prorrogándose, en su caso, la vigencia del
presente hasta tanto se suscriba un nuevo CCT de Empresa entre las
partes.
La Empresa dispondrá del plazo previsto en el Artículo 6 para realizar
las adecuaciones que resulten necesarias para la ejecución de las
cláusulas que por el presente se establecen.
Las partes acuerdan que las categorizaciones que se realicen tendrán
validez y surtirán plenos efectos a partir de la fecha de su vigencia
no aparejando efectos retroactivos, toda vez que las mismas surgen de
este Convenio Colectivo de Empresa, con validez y eficacia a partir de
su firma.
El presente Convenio será de aplicación y tendrá plenos efectos
operativos a partir de la implementación de los contenidos de los
módulos del Programa de Formación Laboral. Se establece para la
conformación de los mismos un plazo máximo de hasta 180 días.
Artículo N° 3 Ámbito de aplicación y articulación de Convenios
Colectivos: Las partes convienen que el presente Convenio se celebra en
los términos y con los alcances previstos en los artículos 16 y 17 de
la ley 14.250 (t.o. Dec. 1.135/04), resultando de aplicación al
personal que preste servicios en relación de dependencia para la
Empresa Válvulas Worcester de Argentina S.A., cuyas labores resulten
incluidas en la Rama N° 17 del CCT N° 260/75 de la Actividad
Metalúrgica.
Se deja establecido en forma expresa que el CCT de Actividad, 260/75,
Rama N° 17 “Mecánica, Electromecánica, Manufacturera de la Industria
Metalúrgica y sus Actividades Complementarias” de ámbito mayor, se
articula con el presente Convenio Colectivo de Empresa de ámbito menor,
ajustándose las partes a sus respectivas facultades de representación,
conforme lo dispuesto por el Artículo 23 de la Ley N° 25.877.
Artículo N° 4 Principios: Las partes han considerado dejar establecidas
las coincidencias a las que han arribado, los compromisos
recíprocamente asumidos y los criterios y procedimientos a los que
subordinarán en el futuro las relaciones laborales, en cuanto sean
materia específica de este Convenio Colectivo de Empresa.
Considerando que se han experimentado modificaciones en la actividad
por efecto de las innovaciones tecnológicas y nuevas formas de
organización propias de la actividad productiva del Establecimiento,
surge la necesidad de precisar el encuadramiento convencional de las
tareas en “La Empresa”, relativas a la operación de máquinas
herramientas, con Control Numérico Computarizado (en adelante CNC),
estrictamente vinculadas a la Metalmecánica.
En atención a lo expuesto, Las Partes han arribado al siguiente
acuerdo, referido exclusivamente a la definición y clasificación de
funciones y tareas, no contempladas en el CCT N° 260/75, previéndose al
efecto un Programa de Formación Laboral, mediante un sistema de
acreditación y reconocimiento profesional de acuerdo a lo establecido
en el artículo 10 del presente.
Artículo N° 5 Materias objeto de la negociación: El presente acuerdo se
celebra como un medio idóneo para alcanzar los siguientes objetivos:
a) Afianzar el crecimiento de competitividad industrial Metalúrgica,
generando un sistema de Formación Profesional en Oficios de Mecanizado
por Arranque de Viruta en CNC, que permita, la capacitación del
personal y la posibilidad de acceso a una categoría profesional
superior a través de un programa formativo consensuado por Las Partes,
conforme las condiciones previstas en el presente.
b) Fomentar un actualizado y eficaz sistema de Relaciones Colectivas de
Trabajo, lo que importa la asunción de mutuos compromisos por parte de
la Organización Sindical, los trabajadores y La Empresa.
c) Acreditar los conocimientos adquiridos por los trabajadores para el
desempeño del oficio de operación de equipos y máquinas herramientas
con CNC, mediante la aplicación de un Sistema de Formación Profesional
en Oficios de Mecanizado por arranque de viruta en máquinas
herramientas con Control Numérico Computarizado (CNC).
d) Alcanzar mayores estándares en la calificación del personal en
relación de dependencia de Válvulas Worcester de Argentina S.A.
e) Promover el continuo diálogo entre La Empresa y sus trabajadores, y la Organización Sindical.
f) Negociar de buena fe, y de acuerdo a lo previsto en el Art. 4° de la Ley 25.877.
Artículo N° 6. Adecuaciones: El presente convenio establece la
definición y clasificación de tareas no contempladas en el CCT Nº
260/75 Rama 17, por incorporar un sistema de categorías profesionales
en el Oficio vinculado con la operación de máquinas herramientas de
arranque de viruta operadas por CNC, sujetas a un método de Formación
Laboral por módulos de contenidos establecidos para cada categoría, con
el objeto de brindar mayor precisión a tales operaciones que se
detallan en el Artículo 9.2.
A tales fines La Empresa dispondrá de un plazo de 30 días corridos,
contados a partir de que el Presente Convenio se encuentre operativo
para:
a) Dar a conocer a los trabajadores las nuevas categorías laborales que se crean e informar las que correspondan en cada caso.
b) Adecuar la documentación laboral a las categorías que por medio del
presente Convenio se crean y de acuerdo con las equivalencias que se
detallan en el Artículo 9.3.
Queda expresamente establecido que las categorizaciones que se
formalicen tendrán validez y surtirán plenos efectos a partir de la
fecha de su aplicación, no aparejando efectos retroactivos, toda vez
que las mismas surgen de este Convenio Colectivo de Empresa, con
validez y vigencia a partir del que el mismo se encuentre plenamente
operativo.
Finalizado el plazo de 30 días mencionados, y siempre que se presentara
algún diferendo de carácter individual, la cuestión se someterá, a
pedido de parte, a consideración de la Comisión Técnica Paritaria, la
que deberá constituirse al efecto, en el marco de lo dispuesto en el
Artículo 15.
Artículo N° 7. Cláusula de Pertenencia y Fuente Normativa: Las partes
reconocen como norma de pertenencia y fuente normativa del presente
Acuerdo, al Convenio Colectivo de Trabajo N° 260/75 y su Rama Nº 17
“Mecánica, Electromecánica Manufacturera de la Industria Metalúrgica y
sus Actividades Complementarias, en el marco de la Ley 14.250 y 25.877,
y las disposiciones legales vigentes.
Para el supuesto que, un nuevo ordenamiento convencional de actividad o
de ámbito superior sustituyera las normas de pertenencia, el presente
Acuerdo se adecuará a las nuevas disposiciones legales, quedando
facultadas a las partes a convocar a la Comisión Técnica Paritaria
conformada según lo previsto en el Artícul15 del presente.
En caso de modificación del CCT N° 260/75 de la Actividad, los mayores
beneficios subsistirán mientras el presente acuerdo tenga vigencia
temporal.
Artículo N° 8 Personal comprendido y zona de aplicación: Quedan
comprendidos en el presente Convenio Colectivo, todos aquellos
trabajadores dependientes de La Empresa que se desempeñen en el sector
mecanizado que opere con máquinas herramientas con Control Numérico
Computarizado (CNC) y cuyas labores resulten comprendidas en el
Convenio Colectivo de Trabajo N° 260/75, Rama 17, “Mecánica,
Electromecánica, Manufacturera de la Industria Metalúrgica y sus
Actividades Complementarias, salvo lo dispuesto en el Artículo N° 5 del
CCT N° 260/75.
Las Partes acuerdan que resultará de aplicación al personal mencionado
precedentemente que preste servicios en el establecimiento de VALVULAS
WORCESTER DE ARGENTINA S.A., sito en Osvaldo Cruz 3333, Ciudad Autónoma
de Buenos Aires Establecimiento Metalúrgico encuadrado dentro del
C.C.T. N° 260/75, Rama N° 17.
Artículo N° 9: Régimen de Categorías Laborales
9.1. Categorías Generales: Se deja establecido que son de aplicación en
todos los sectores de la Empresa, las categorías generales establecidas
en el CCT 260/75, con las definiciones y alcances allí establecidos,
las que a continuación se mencionan:
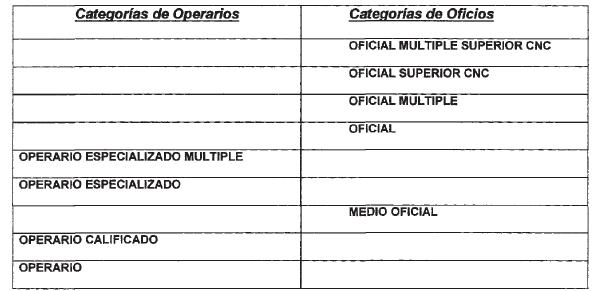
9.2. Categorías Específicas: Las partes acuerdan las siguientes
categorías como propias y necesarias del sector mecanizado por arranque
de viruta CNC del proceso productivo. Las categorías específicas
comprenden las labores de: operación, puesta a punto y programación de
máquinas herramientas por arranque de viruta con CNC, de acuerdo con la
descripción y alcances establecidos seguidamente respecto de cada una
de ellas:
| -OFICIAL PRINCIPAL PROGRAMADOR CNC | OFPP |
| -OFICIAL MULTIPLE SUPERIOR CNC | OFMS |
| -OFICIAL SUPERIOR CNC | OFS |
| -OFICIAL MULTIPLE CNC | OFM |
| -OFICIAL CNC | OF |
| -MEDIO OFICIAL CNC | ½ OF |
| -INGRESANTE AL OFICIO CNC | IOF |
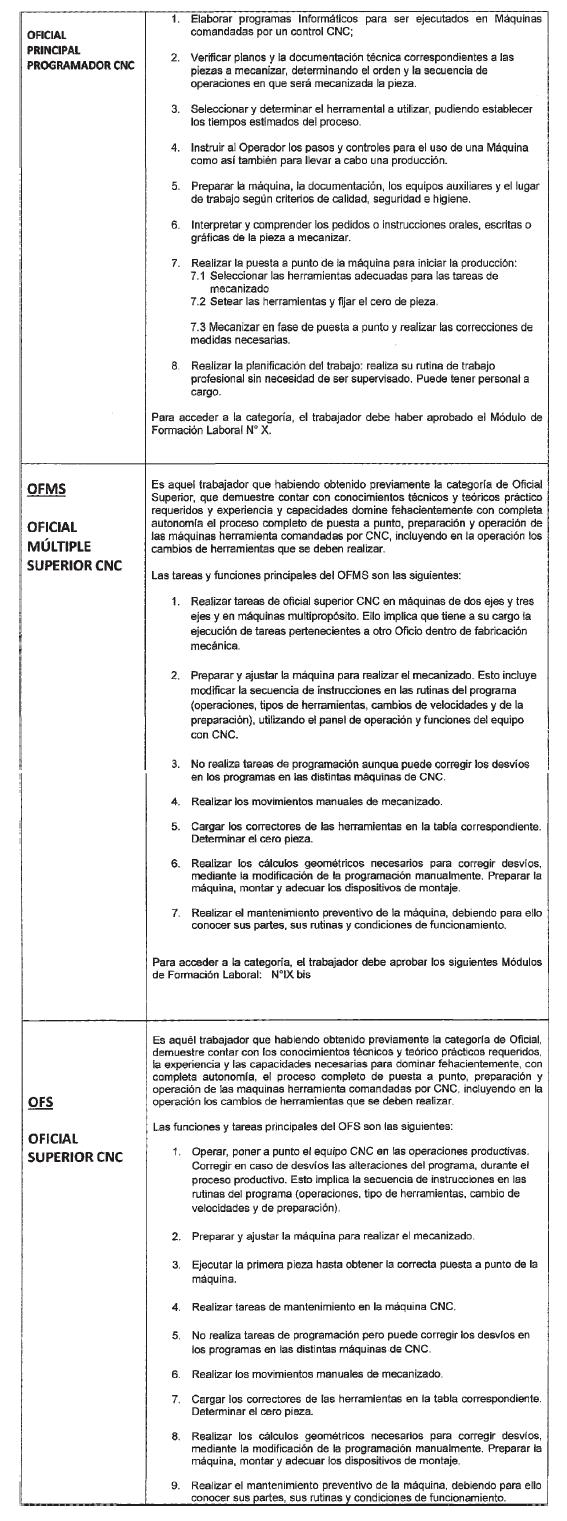
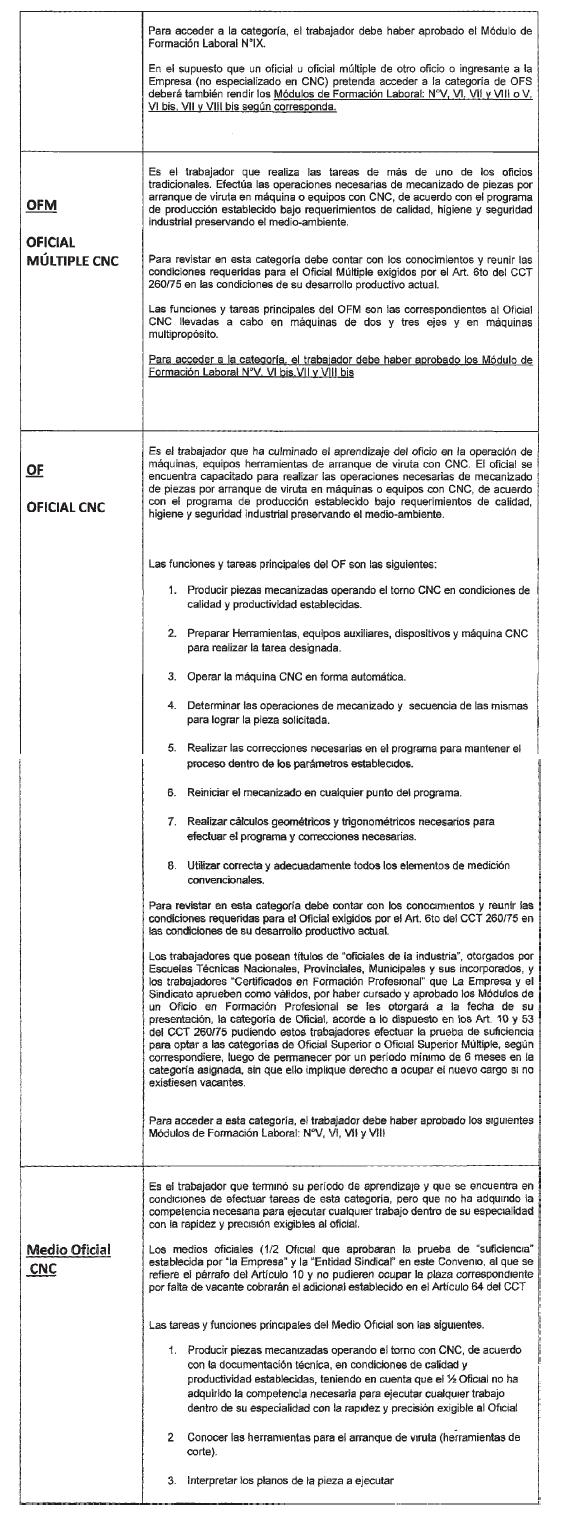
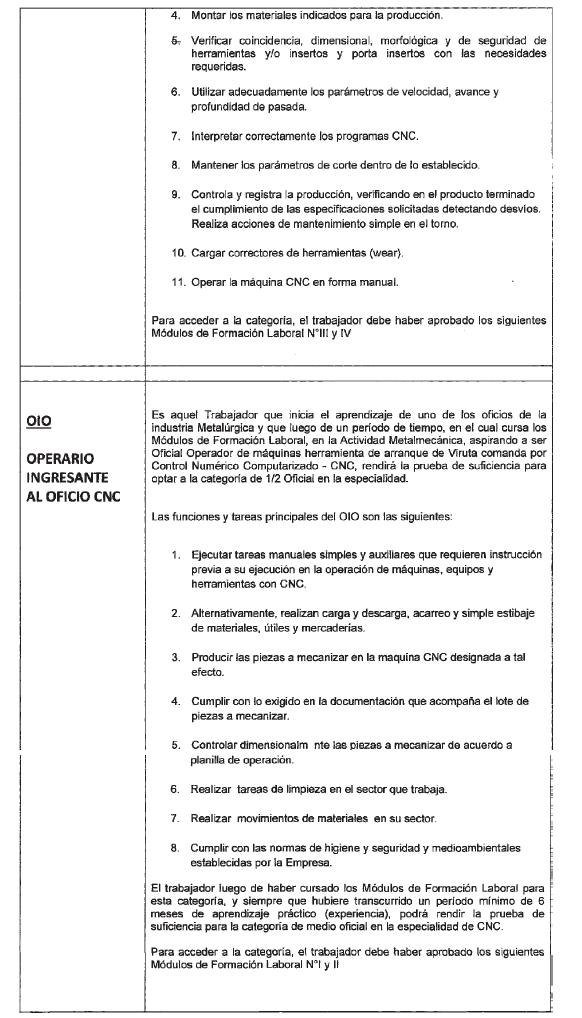
9.2.1 - Contenido de las Categorías: A los fines de la categorización
del personal afectado por este Convenio, que cumple tareas en el sector
mecanizado por arranque de viruta con (CNC) en las diferentes
categorías específicas, detalladas precedentemente, se establece lo
siguiente:
9.2.2 - Capacitación en el Oficio: Corresponderá en todas las
categorías de Oficio (personal de mayor rango) que hayan efectuado la
carrera de formación Laboral en el Oficio CNC, realizar capacitaciones
a quienes detenten una categoría inferior.-
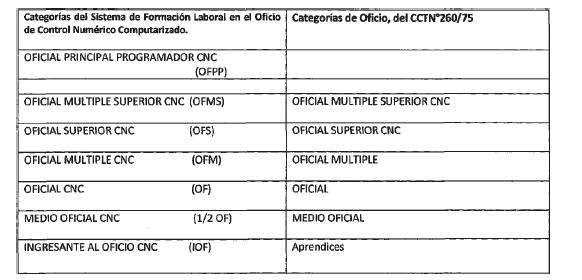
9.3. Equivalencias: A los fines de la primera categorización, de
acuerdo a lo establecido por el artículo 6 de este Convenio, La Empresa
aplicará las equivalencias que a continuación se detallan:
Equivalencias conforme a las nuevas Categorías:
Todos los trabajadores afectados al proceso productivo de máquinas
herramientas de arranque de viruta con CNC, que a la aplicación plena
de este acuerdo estén encuadrados en las categorías del Art. 6 del CCT
260/75, pasarán a estar encuadrados en el sistema de Formación Laboral
en el oficio de Control Numérico Computarizado, acorde a este marco de
equivalencias.
Artículo N° 10. Programa de Formación Laboral: Las partes acuerdan
establecer un Programa de Formación Laboral, compuesto por un conjunto
de módulos formativos en el Oficio de operación, de puesta a punto, y
programación de máquinas herramientas de arranque de viruta por CNC,
con el propósito que los trabajadores desarrollen las habilidades,
destrezas y aptitudes necesarias para cada categoría de encuadramiento
profesional acordadas en el Artículo 9 de este Convenio.
El propósito de este Programa es que los trabajadores logren las
Capacidades y destrezas necesarias para la manipulación de
herramientas, instrumentos y accesorios, así como para la operación de
máquinas herramientas CNC, conformando y mecanizando piezas,
contemplando la operación más sencilla de un aprendiz del oficio a la
función más compleja de un Oficial Programador.
Por otra parte, el Programa pretende atender a las demandas de
formación de los sectores productivos de la Empresa, persiguiendo como
fin acrecentar la competitividad productiva, al incrementar la
cualificación de la población activa.
La oferta de Formación Profesional en el Oficio CNC está dirigida a la
obtención de los certificados de profesionalidad, tendrá carácter
modular con el fin de favorecer la acreditación parcial acumulable de
la formación en el Oficio recibida, y posibilitar al trabajador que
avance en su formación profesional escalonadamente, en las categorías
dispuestas en el Art. 9.
Artículo 11. Condiciones del Programa de Formación Profesional
11.1 Prueba de suficiencia: Los trabajadores de las distintas
categorías especificadas podrán previa inscripción, rendir prueba de
suficiencia para procurar el acceso a categorías superiores en la
carrera de Formación Profesional en el Oficio de operación de máquinas
herramientas de arranque de viruta con CNC, en los meses de abril y de
octubre, sin que ello implique derecho a ocupar el nuevo cargo si no
existiesen vacantes, de conformidad con lo previsto por el artículo 10
del CCT N° 260/75.
Los medios oficiales que aprobaran la prueba a que se refiere el
párrafo anterior y no pudieren acceder a la categoría correspondiente
por falta de vacante cobrarán el adicional establecido en el artículo
64 del CCT 260/75.
Los Trabajadores para los que se establece este adicional no podrán
rendir más de dos (2) pruebas de suficiencia por año, en cualquiera de
las épocas de exámenes establecidas en el párrafo primero de este
artículo y conforme lo dispuesto por el Art. Nº 10 del CCT 260/75.
La Prueba de suficiencia, se sustanciará en lo teórico, en el contenido
de los módulos aprobados para cada categoría profesional en el programa
de Formación Laboral en Oficio de operación de máquinas herramienta de
arranque de viruta con CNC, y en lo práctico en la elaboración de una
pieza simple de producción diaria, que será acordada en el seno de la
Comisión Técnica Paritaria.
11.2: Módulos de Formación: Para poder rendir las pruebas de
suficiencias previstas en el punto anterior, los trabajadores deberán
haber cursado los módulos del Programa de Formación Laboral en Oficio
de Operación de máquinas herramienta de arranque de viruta con CNC, que
para el acceso a cada categoría establecida en el Art. N° 9, se prevén
durante los meses de abril a octubre de cada año.
La empresa reconocerá hasta un 70 (setenta) por ciento de las horas
demandadas por los módulos de formación, a fin de que el trabajador
pueda asistir y recibir la capacitación modular correspondiente. El
tiempo que faltase para poder cumplir con la totalidad de la cursada
del módulo que correspondiere, quedará a exclusivo cargo del
trabajador, el 30 (treinta) por ciento restante, debiendo realizarse
fuera del horario laboral.
Para tener derecho al reconocimiento mencionado ut supra, el trabajador
deberá haber asistido como mínimo a un 80% de horas de la cursada.
11.3 Inscripción: Todo trabajador que desee participar en el Programa
de Formación Profesional de operador de máquinas herramientas de
arranque de viruta con CNC, para poder acceder a una categoría superior
deberá inscribirse ante el Departamento de RRHH durante los meses de
octubre a diciembre de cada año.
Será requisito previo para la inscripción contar con una antigüedad de
por lo menos 6 meses de ocupación efectiva en el puesto de trabajo,
dando prioridad a quienes no tienen sanciones disciplinarias en el
último semestre.
11.4 Vacantes: La empresa habilitará vacantes para el reconocimiento de
horas de capacitación pagas (art. 11.2) del Programa de Formación
Profesional para cada categoría.
La cantidad de vacantes disponibles será informada en cartelera en forma previa a la inscripción.
Cuando la cantidad de inscriptos para una misma categoría, fuere
superior a las vacantes habilitadas por La Empresa, tendrá prioridad
para el reconocimiento de horas de capacitación pagas, el trabajador
más antiguo. En los casos de trabajadores que posean igual antigüedad,
tendrá prioridad el que detente mayor antigüedad en el puesto.
11.5: Entidad capacitadora: El Capacitador o la Entidad Capacitadora,
será determinada conjuntamente entre las partes al dar contenido
pedagógico de los Módulos del Programa Formación Laboral, por lo cual
se ha establecido un plazo máximo de hasta 180 días, acorde a lo
determinado en el Art. 2 de este Convenio.
11.6 Entidad evaluadora: El capacitador emitirá el correspondiente
certificado de aprobación del módulo que el trabajador hubiera cursando
dentro del Programa de Formación Laboral en el Oficio de Operación de
máquinas herramientas de arranque de viruta por CNC y el mismo será
certificado por la Empresa y la UOMRA.
Cuando el trabajador solicite el acceso a la categoría superior
presentando el certificado correspondiente al nivel del módulo cursado,
la empresa será la encargada de tomar las pruebas de suficiencia
operativa al pie de máquina, donde el trabajador será evaluado por
personal jerárquico.
11.7 Condiciones para aprobar: Será condición para aprobar la
capacitación recibida, que el trabajador haya contado con una
asistencia a la formación igual o superior al 80% y un puntaje igual o
superior al 70%.
11.8 Cupo para acceder a una categoría mayor: Las partes manifiestan
que de conformidad con el Art. 10 del CCT N° 260/75 la aprobación de
las pruebas de suficiencia previstas en el Programa de Formación
Laboral no implican per se el derecho a ocupar el nuevo cargo si no
existiesen vacantes disponibles en La Empresa.
En el supuesto que dos o más trabajadores obtuviesen el mismo puntaje y
no existiesen vacantes suficientes, esta y otras problemáticas que
pudiesen surgir por la implementación del Programa de Formación
Profesional de operador de máquinas herramientas de arranque de viruta
con CNC, se definirán en el seno de la Comisión Técnica Paritaria,
creada en el Art. 15 de este Convenio.
Artículo 12 - Módulos de Formación Laboral:
La oferta formativa dirigida a la obtención de los certificados de
profesionalidad tendrá carácter modular con el fin de favorecer la
acreditación parcial acumulable de la formación recibida y posibilitar
al trabajador que avance en su itinerario de formación profesional en
el Oficio de Operador de Máquinas Herramientas de Arranque de Viruta
con CNC.
A continuación se detallan los Módulos de Formación Laboral, acordados
con la Empresa, que constituyen en su conjunto las capacidades y
saberes necesarios para acceder a las Categorías del Oficio CNC,
vinculadas a la Operación de máquinas herramientas de mecanizado por
arranque de viruta con Control Numérico Computarizado (CNC) en la
Empresa.
Módulos de Formación:
N° I Prevención de riesgos laborales y medioambientales.
- Normas de seguridad y salud laboral aplicables a los diferentes procesos de corte y mecanizado Por arranque de Viruta.
- Tipos de riesgos inherentes al trabajo. Equipos, materiales, etc.
- Métodos de protección y prevención.
- Útiles personales de protección.
- Primeros auxilios.
- Normativa medioambiental aplicable. Orden y limpieza del puesto de trabajo.
- Normas de seguridad y utilización de equipos de protección individual y colectivo
- Aplicación de normas de Protección del Medio Ambiente.
- Orden y limpieza del puesto de trabajo
N° II. Normas de calidad en el corte y mecanizado industrial.
- Especificaciones para el control de calidad.
- Tolerancias, características a controlar.
- Criterios de aceptación.
- Útiles de medida y comprobación.
- Pautas de control.
- Control dimensional del producto final.
- Comprobación del ajuste a las tolerancias marcadas.
- Manejo de elementos de Medición.
N° III a) Representación gráfica aplicada al diseño de productos mecánicos.
- Sistemas de representación.
- Dibujo Técnico:
• Tipos de líneas normalizadas.
• Vistas.
• Cortes y secciones.
• Acotado.
b) Interpretación de planos de piezas.
- Conjuntos, subconjuntos y despieces.
- Representación de elementos normalizados.
- Uniones fijas y desmontables.
- Elementos de máquinas.
- Ajustes.
- Tolerancias dimensionales y de formas.
- Acabados superficiales.
- Croquizado y acotado.
c) Interpretación de planos:
- Conjuntos y representaciones gráficas del proceso.
- Aplicación de instrucciones en la realización operaciones de montaje.
- Normalización, tolerancias y simbología de acabados.
N° IV. Las herramientas para el arranque de viruta
- Funciones, formas y diferentes geometrías de corte.
- Composición y recubrimientos de herramientas.
- Elementos, componentes y estructuras de las herramientas.
- Elección de herramientas. (Geométricas y Calidades)
- Adecuación de parámetros:
• Velocidad de corte
• Avance
• Profundidad de pasada
- Desgaste y vida de la herramienta.
- Optimización de las herramientas.
N° V. Características de los materiales
- Tipos de materiales:
• Metálicos.
• Poliméricos y compuestos.
- Propiedades físicas de materias primas:
• Acero.
• Aluminio.
• Cobre.
• Aleaciones, etc...
- Características técnicas y aplicaciones.
- Denominaciones, referencias y nomenclatura.
-Tratamientos Térmicos:
Templado
Recocido
Etc.
- Tratamientos Superficiales:
Niquelado
Nitrurado
Empavonado
N° VI. Preparación de máquinas y herramientas en un solo tipo de máquina
- Útiles y herramientas que intervienen en el proceso.
- Elementos básicos de seguridad en máquinas, útiles, y sistemas de puesta en marcha y parada.
- Mantenimiento de primer nivel:
• Engrase.
•- Limpieza y sustitución de piezas básicas.
N° VI BIS. Preparación de máquinas y herramientas en dos (2) o más tipos de máquinas (2, 3 o más ejes.)
- Útiles y herramientas que intervienen en el proceso.
- Elementos básicos de seguridad en máquinas, útiles, y sistemas de puesta en marcha y parada.
- Mantenimiento de primer nivel:
• Afilado de herramientas.
• Engrase.
• Limpieza y sustitución de piezas básicas.
N° VII°. Geometría aplicada al trazado.
- Definición de rectas, ángulos, triángulos, cuadriláteros y curvas cerradas planas.
- Rectas perpendiculares, oblicuas y paralelas.
- Triángulos.
- Valor de los ángulos (Teorema de Pitágoras), (Teorema de Seno).
- Cuadriláteros.
- La circunferencia.
- Rectas o segmentos relacionados.
- División de la circunferencia.
- Longitud de su desarrollo.
- Espirales: aplicación de las mismas.
N° VIII. Mecanizado.
- Operaciones de mecanizado industrial:
• Biselado.
• Extrusionado.
• Abocardado.
• Roscado.
• Taladrado.
• Corte mecánico.
• Refrentado, etc.
- Útiles, maquinaria y equipos empleados en el mecanizado. Funcionamiento, características y mantenimiento preventivo.
- Manejo y ajuste de parámetros.
- Técnicas operativas utilizadas en los procesos de mecanización.
- Defectos y subsanación de errores aparecidos durante el mecanizado CNC.
- Técnicas y elementos de protección. Evaluación de riesgos.
- Gestión medioambiental. Tratamiento de residuos.
- Aspectos legislativos y normativos.
N° VIII BIS: Mecanizado. La preparación formativa se realiza respecto de distintas máquinas 2, 3 o más ejes.
- Operaciones de mecanizado industrial:
• Biselado.
• Extrusionado.
• Abocardado.
• Roscado
• Taladrado.
• Corte mecánico.
• Refrentado, etc.
- Útiles, maquinaria y equipos empleados en el mecanizado. Funcionamiento, características y mantenimiento preventivo.
- Manejo y ajuste de parámetros.
- Técnicas operativas utilizadas en los procesos de mecanización.
- Defectos y subsanación de errores aparecidos durante el mecanizado CNC.
- Técnicas y elementos de protección. Evaluación de riesgos.
- Gestión medioambiental. Tratamiento de residuos.
- Aspectos legislativos y normativos.
N° IX.- Poner a Punto el Equipo.
Preparación y ajuste de máquinas para el mecanizado CNC,
a) Identificar los elementos principales que componen la cadena cinemática de las maquinas-herramientas CNC.
b) Describir o calcular, a partir de un plano o croquis de una pieza:
Las máquinas que intervienen en el proceso de mecanizado, Las
herramientas, utillajes y accesorios. Los parámetros de fabricación
(velocidad, avance, profundidad). Las técnicas de sujeción o amarre de
la pieza, el centrado y puesta a cero.
c) Identificar las pautas y normas a tener en cuenta en el montaje, centrado y alineación de herramientas, útiles y equipos.
N° IX bis.- La preparación formativa se realiza respecto de distintas máquinas 2, 3 o más ejes
a) Poner a Punto el Equipo. La preparación formativa se realiza respecto de distintas máquinas 2, 3 o más ejes
a.1. - Preparación y ajuste de máquinas para el mecanizado CNC,
a.2. Identificar los elementos principales que componen la cadena cinemática de las máquinas-herramientas CNC
a.3. Describir o calcular, a partir de un plano o croquis de una pieza:
a) Las máquinas que intervienen en el proceso de mecanizado: Las
herramientas, utillajes y accesorios, -Los parámetros de fabricación
(velocidad, avance, profundidad), las técnicas de sujeción o amarre de
la pieza, el centrado y puesta a cero.
a.4. -Identificar las pautas y normas a tener en cuenta en el montaje, centrado y alineación de herramientas, útiles y equipos.
b) Efectuar correcciones del programa, por desvíos operativos.
Conocer la programación de la máquina o equipo con CNC, a fin de poder
realizar correcciones al programa por desvíos operativos, a fin de
corregir la transformación comprometida e interpretando las acciones
derivadas de sus instrucciones. Esto implica modificar la secuencia de
instrucciones en las rutinas del programa (operaciones, tipos de
herramientas, cambios de velocidades y de la preparación), utilizando
el panel de operación y funciones del equipo con CNC.
N° X.- Opera, Pone a Punto y Programa el Equipamiento.
ELABORACIÓN DE LOS PROGRAMAS DE CNC PARA EL MECANIZADO POR ARRANQUE DE VIRUTA, EN TORNOS Y CENTROS DE MECANIZADO CNC.
1. Lenguaje de CNC
2. Creación y Optimización de programas de mecanizado de CNC.
3. Descripción de factores que influyen sobre los programas.
4. Construcción y estructura de un programa: bloques, sintaxis, formato de una línea de un programa.
5. Descripción de las nomenclaturas normalizadas de ejes y movimientos.
6. Definición de los sistemas de coordenadas, cotas absolutas o cotas incrementales.
7. Establecimiento de orígenes y sistemas de referencia.
8. Selección de planos de trabajo.
9. Descripción, ejecución y códigos de funciones auxiliares.
10. Definición de los tipos de movimientos: lineales, circulares.
11. Compensación de herramientas: concepto y ejemplos.
12. Programación de funciones preparatorias: redondeos, chaflanes, salidas y entradas tangenciales.
13. Subrutinas, saltos, repeticiones.
14. Descripción de ciclos fijos: Tipos, definición y variables.
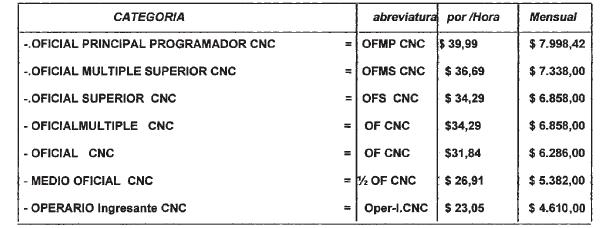
Artículo Nº 13 Salarios Básicos Fijados en este Acuerdo: A continuación
se indican los valores de los “Salarios Básicos” de las categorías
pactadas en este acuerdo, para el Programa de Formación Profesional del
Oficial Operador de Máquinas Herramientas de arranque de Viruta con
CNC, fijados en base a los salarios básicos establecidos para la Rama
N° 17 “Mecánica, Electromecánica, Manufacturera de la Industria
Metalúrgica y sus Actividades Complementarias” del CCT N° 260/75.
1) Producción en Mecanizado por arranque de Viruta en equipos CNC:
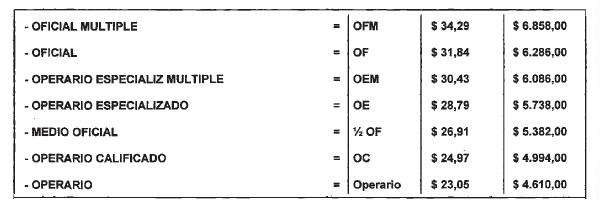
2) Otras Áreas:
3) Los salarios básicos correspondientes a las Categorías Profesionales
aplicadas al personal y establecidas en este Convenio, se actualizarán
automáticamente, conforme a los valores porcentuales que acuerden en la
Paritaria Nacional anual de la UOMRA y las Cámaras Empresarias del
sector, o por disposiciones del Gobierno Nacional, para toda la
actividad de la Rama N° 17 “Mecánica, Electromecánica, Manufacturera de
la Industria Metalúrgica y sus Actividades Complementarias
Artículo N° 14: Derechos adquiridos.
Las partes manifiestan que se respetarán como derechos adquiridos, a
título personal, las mejoras salariales que pudieran existir a la fecha
de la firma de este Convenio que resultasen superiores a las
establecidas en el mismo.
Artículo N° 15: Ordenamiento de las Relaciones Gremiales:
Independientemente a lo dispuesto en el Artículo 71 de CCT 260/75 -,
Las Partes, acuerdan crear una Comisión Técnica Paritaria, cuya
finalidad será la de intervenir en la mejor solución de aquellos
aspectos interpretaciones que pudiesen surgir, por la aplicación del
presente Convenio, bajo las siguiente premisas:
15.1 - La Comisión Técnica estará integrada por igual número de
representantes por la parte sindical y por la parte empresaria, a saber:
1. El Sector Sindical estará representado por: Dos (2) representantes
designados por el Secretariado Nacional, dos representantes designados
por la Seccional correspondiente y dos representantes que sean a su vez
delegados del personal.
2. La parte empresaria: por seis (6) miembros con facultades para su Representación.
Dicha Comisión tendrá las funciones y atribuciones previstas en el art.
15 de la ley 14.250, siempre en relación y limitadas al objeto del
presente Convenio Colectivo de Empresa siendo su cometido el de:
2.1. Controlar la aplicación de las normas del presente Acuerdo y del espíritu que llevaron a la formación del mismo.
2.2. Prevenir y conciliar cualquier controversia de carácter individual
y/o colectivo, en relación al presente Acuerdo privilegiado el mayor
espíritu de colaboración, soluciones de interés común, con el fin de
preservar o recomponer el diálogo, evitando posibles conflictos
potenciales o en marcha.
2.3. Velar por la aplicación de las pautas del presente Acuerdo.
Cualquiera de las partes podrá convocar a esta Comisión Técnica
Paritaria con una antelación mínima de 15 días, o con carácter de
urgente cuando la gravedad así lo exija.
Las decisiones de la Comisión Técnica Paritaria se adoptarán por
consenso, deberán registrarse en un libro habilitado a tal efecto y
revestirán el carácter que le otorga la Ley 14.250.
3. Ley 25.877: COMISIONES PARITARIAS Según lo previsto por el Artículo
N° 15 de la Ley mencionada, estas comisiones estarán facultadas para:
a) Interpretar con alcance general la convención colectiva, a pedido de
cualquiera de las partes o de la autoridad de aplicación.
b) Intervenir en las controversias o conflictos de carácter individual
o plurindividual, por la aplicación de normas convencionales cuando las
partes del convenio colectivo de trabajo lo acuerden.
c) Intervenir al suscitarse un conflicto colectivo de intereses cuando
ambas partes del convenio colectivo de trabajo lo acuerden.
d) Clasificar las nuevas tareas que se creen y reclasificar las que
experimenten modificaciones por efecto de las innovaciones tecnológicas
o nuevas formas de organización de la empresa. Las decisiones que
adopte la Comisión quedarán incorporadas al Convenio Colectivo de
Trabajo, como parte integrante del mismo.
Artículo N° 16: HOMOLOGACIÓN.
El acuerdo será presentado por las partes ante el Ministerio de
Trabajo, Empleo y de Seguridad Social de la Nación, para su
correspondiente homologación.
En prueba de conformidad se firman Tres ejemplares del mismo
tenor y a un solo efecto, en la Ciudad Autónoma de Buenos Aires, a los
03 días del mes de Abril de 2014.