e. 16/04/2018 N° 24885/18 v. 16/04/2018
PROTOCOLO
DE CALIDAD
PARA MOSTO CONCENTRADO DE UVA
Fecha de oficialización:
Resolución SAYB N°:
ÍNDICE
1. INTRODUCCION
Actualmente la Vitivinicultura Argentina ocupa un lugar importante en
el contexto vitivinícola mundial y ha logrado posicionarse como un
exportador altamente competitivo. La inclusión de la REPÚBLICA
ARGENTINA en los mercados internacionales originó grandes innovaciones
en la vitivinicultura del país, que llevaron a adecuarse a las
exigencias de los mercados. A raíz de esto y el bajo precio que tenía
el vino, en la década del 80, hubo una diversificación de los productos
derivados de la uva, dando lugar a la elaboración de Jugo de Uva
Concentrado (JUC).
La elaboración de jugo de uva en la REPÚBLICA ARGENTINA tiene como
principales actores a las Provincias de MENDOZA Y SAN JUAN, que
representan el NOVENTA Y SEIS PORCIENTO (96%) de las variedades de uva
utilizadas para la elaboración de jugo de uva.
El JUC se define legalmente como el jugo obtenido del mosto de uva en
sus diversos grados de concentración mediante procesos térmicos al
vacío o al aire libre, sin haber sufrido caramelización sensible.
Este producto, denominado comúnmente "mosto" es de gran importancia
como aditivo para la mayoría de los productos de consumo masivo.
Gracias a sus cualidades naturales, se utiliza para la elaboración de
productos alimenticios para niños, como así también para la elaboración
de caramelos, gelatinas, jaleas, productos farmacéuticos y frutas en
almíbar.
Hoy en día la industria del JUC ha alcanzado una relevante
transformación y ha adquirido una notable identidad, logrando que la
REPÚBLICA ARGENTINA sea el primer exportador mundial de jugos,
posicionándose entre los principales mercados importadores junto a
ESTADOS UNIDOS DE AMERICA, la REPÚBLICA DE SUDAFRICA y JAPÓN. Para
mantener esa posición y continuar liderando en los mercados, la
Industria Argentina del JUC debe sostener la calidad de los productos,
para cumplir con las especificaciones técnicas requeridas, las cuales
cada día se tornan más exigentes.
2. ALCANCE
El presente Protocolo de Calidad define y describe los atributos de
calidad para el mosto concentrado de uva que aspire a utilizar el Sello
"ALIMENTOS ARGENTINOS UNA ELECCIÓN NATURAL" y su versión en idioma
inglés, "ARGENTINE FOOD A NATURAL CHOICE".
El objetivo que persigue este documento es brindar a los productores de
mosto concentrado de uva de la REPÚBLICA ARGENTINA una herramienta
adicional para la obtención de productos de calidad diferenciada.
Las empresas que aspiren a implementar este protocolo deben tomar en
cuenta que queda implícito el cumplimiento de las reglamentaciones
vigentes para mostos, entendiendo como tales al Artículo 17, inciso f)
de la Ley General de vinos N°14.878, sus modificatorias y
complementarias, y normas reglamentarias dictadas por el INSTITUTO
NACIONAL DE VITIVINICULTURA (INV), organismo descentralizado en la
órbita del MINISTERIO DE AGROINDUSTRIA, Buenas Prácticas de Manufactura
(BPM) bajo Resolución N° 31 del 12 de Octubre de 2016 del INV, como así
también las descriptas en el Código Alimentario Argentino (CAA):
Capítulo I "Disposiciones Generales"; Capítulo II "Condiciones
Generales de las Fábricas y Comercios de Alimentos"; Capítulo III "De
los Productos Alimenticios"; Capítulo IV "Utensilios, Recipientes,
Envases, Envolturas, Aparatos y Accesorios"; Capítulo X "Alimentos
Azucarados" (Artículo 775 bis), como así también cualquier otra
normativa nueva o que modifique, reemplace o sustituya a las enunciadas
anteriormente. Asimismo, se debe considerar como material de consulta
la Guía de aplicación de Buenas Prácticas Agrícolas en Viñedos y la
Guía de aplicación de Buenas Prácticas de Manufactura y Análisis de
Peligros y Puntos Críticos de Control en Bodegas, publicada en conjunto
por la ex - Dirección Nacional de Alimentos de la entonces SECRETARÍA
DE AGRICULTURA, GANADERÍA, PESCA Y ALIMENTACIÓN (SAGPyA), el INV y el
INSTITUTO ARGENTINO DE NORMALIZACIÓN Y CERTIFICACIÓN (IRAM). Por
tratarse de un documento de naturaleza dinámica, este protocolo podrá
ser revisado periódicamente sobre la base de las necesidades que surjan
del sector público y privado.
3. CRITERIOS GENERALES
El mosto concentrado de uva debe prepararse a partir del jugo obtenido
de uva (Vitis vinifera L.) sana y apropiadamente madura, sin la adición
de otras especies de frutas u organismos genéticamente modificados.
Para obtener mosto concentrado de uva, debe extraerse parte del agua
contenida en el jugo de uva mediante procesos físicos. El mosto
concentrado de uva no debe ser adulterado de ninguna forma, como por
ejemplo mediante la adición de azúcares o ácidos y no se procesará de
ninguna manera que altere sensorial o nutricionalmente las propiedades
de la fruta original. El mosto concentrado de uva debe ser procesado de
forma tal que asegure la inocuidad y salud pública. El mosto
concentrado de uva debe ser elaborado, envasado, almacenado y
distribuido bajo las condiciones sanitarias apropiadas para un producto
alimenticio y cumplir con todos los requisitos Nacionales y del país
destino.
En cuanto a la producción de Mosto Concentrado de Uva, es de suma
importancia por parte de los elaboradores realizar acciones que
garanticen la sustentabilidad ambiental, para lo cual se debe realizar
el tratamiento de los efluentes resultantes y se recomienda aplicar la
Norma Serie ISO 14.000.
4. FUNDAMENTO DE ATRIBUTOS
DIFERENCIADORES
4.1. Producto
En este documento se establecen parámetros físicos, químicos y
microbiológicos para mosto de uva concentrado a fin de preservar la
calidad deseada.
4.2. Proceso
El protocolo incluye condiciones referidas a la producción primaria, de
manera de asegurar la calidad de la materia prima, como también pautas
que hacen a la calidad del producto en distintas etapas del proceso de
elaboración del mosto concentrado de uva.
Se ha optado por la implementación del sistema de Análisis de Peligros
y Puntos Críticos de Control (HACCP), o estándar superior que garantice
la inocuidad del mosto concentrado, desde la recepción de la materia
prima hasta la elaboración del producto, en base a las exigencias de
los consumidores internacionales. Entre estos estándares se encuentran
las normativas FSSC 22000, ISO 22000, BRC, SQF, etcétera.
4.3. Envase
Respetando la normativa vigente para envases en general, se ha tomado
el criterio del envase de preferencia en los mercados destino.
5. ATRIBUTOS DIFERENCIADORES
5.1. Atributos diferenciadores de
producto
Variedad
El mosto concentrado de uva puede elaborarse a partir de cualquier
variedad conforme a las características de la especie Vitis vinifera L.
Propiedades físicas y químicas
Generales
De acuerdo al Artículo 775 bis del Capítulo X del Código Alimentario
Argentino (CAA) el mosto concentrado de uva deberá responder a las
siguientes características:
- Líquido espeso, limpio, libre de
depósitos, de sabor dulce
- Acidez total en ácido tartárico:
Máximo NUEVE GRAMOS POR KILOGRAMO (9 g/kg).
- Acidez volátil en ácido acético:
CERO CON CERO GRAMOS POR KILOGRAMO (0,0 g/kg).
- Alcohol v/v: CERO CON CERO POR
CIENTO 0,0%.
- Anhídrido sulfuroso total: Máximo
SETENTA MILIGRAMOS POR KILOGRAMO (70 mg/kg).
- Arsénico, como As: Máximo UN
MILIGRAMO POR KILOGRAMO (1 mg/kg).
- Azúcares reductores: Mínimo
OCHOCIENTOS GRAMOS POR KILOGRAMO (800 g/kg).
- Cobre, como Cu: Máximo DOS
MILIGRAMOS POR KILOGRAMO (2 mg/kg).
- Extracto seco a CIEN GRADOS CELSIUS
(100°C): Mínimo NOVECIENTOS GRAMOS POR KILOGRAMO (900 g/kg).
- Peso específico QUINCE SOBRE QUINCE
GRADOS CELSIUS (15/15°C): Mínimo UNO CON TREINTA (1,30).
- Plomo, como Pb: Máximo UN MILIGRAMO
POR KILOGRAMO (1 mg/kg).
- Relación P/Ó: Máximo MENOS CINCO
(-5).
- Sales tartáricas CUARENTA Y OCHO
HORAS (48 hs) a CERO GRADOS CELSIUS (0°C): ausencia
- Sustancias conservadoras: CERO CON
CERO MILIGRAMOS POR KILOGRAMO (0,0 mg/kg).
No obstante, en el caso de exportación deberán cumplir los requisitos
del cliente o normativa del país destino y presentar el Certificado de
Análisis de Exportación emitido por el INV.
Otros contaminantes químicos:
Pesticidas: a nivel nacional, se deberán respetar los límites
establecidos por la Resolución N° 934 del 29 de diciembre de 2010 del
SERVICIO NACIONAL DE SANIDAD Y CALIDAD AGROALIMENTARIA (SENASA)
organismo descentralizado en la órbita del MINISTERIO DE AGRICULTURA,
GANADERÍA Y PESCA y sus modificatorios. A nivel exportación, se debe
cumplir con los límites establecidos por las legislaciones de los
países destino.
Propiedades microbiológicas:
Microorganismos relacionados
a la calidad:
Hongos y levaduras totales menos de CIEN UNIDADES FORMADORAS DE
COLONIAS POR GRAMO (<100 ufc/g).
Microorganismos relacionados
a la inocuidad:
La empresa solicitante del sello deberá presentar documentación que
avale un control microbiológico periódico del/los microorganismo/s
patógeno/s que puedan afectar la inocuidad del producto.
Nota: La empresa deberá
presentar documentación informando la periodicidad de los análisis y
fundamentar el método de muestreo utilizado. En todos los casos se
deben utilizar técnicas oficiales reconocidas y los análisis deberán
realizarse en laboratorios que formen parte de redes oficiales.
5.2 Atributos diferenciadores de proceso
La producción de mosto concentrado de uva que aspire a obtener el Sello
"ALIMENTOS ARGENTINOS - UNA ELECCIÓN NATURAL" y su versión en idioma
inglés, "ARGENTINE FOOD A NATURAL CHOICE", debe realizarse bajo el
Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) o
estándar superior que garantice la inocuidad del mosto concentrado de
uva, desde la recepción de materia prima hasta el producto final a
comercializar.
Independientemente de los procesos y/o tecnologías de cada empresa, las
etapas generales para la producción de mosto concentrado de uva son las
siguientes:
-
Recepción de materia prima
Las uvas se deben procesar a medida que llegan a la fábrica. Se debe
evitar el contacto de las mismas con materiales contaminantes (ejemplo:
metales, cemento).
-
Molienda
En esta etapa se realiza la separación del escobajo del grano y luego
se produce el estrujado de estos últimos. En esta etapa es opcional el
agregado de enzimas pectolíticas con las siguientes ventajas: mejorar
el escurrido, el prensado y acelerar los fenómenos de clarificación.
-
Maceración
Esta es una etapa opcional en la cual se separa el jugo claro (flor)
del hollejo, piel, semilla del grano y partículas sólidas. El éxito de
esta operación se debe a dos factores, el primero es el tiempo de
maceración (de DOS a TRES HORAS; 2-3 hs) y la dosis de enzima utilizada.
Se da por finalizada la etapa de maceración con el análisis de pectina
negativa. El test consiste en agregar a una probeta DIEZ MILILITROS (10
ml) de mosto y DIEZ MILILITROS (10 ml) de alcohol etílico puro más unas
gotas de ácido clorhídrico, agitar y esperar DIEZ MINUTOS (10 min). Si
tras un examen visual la probeta aparece exenta de copos y filamentos
eso significa que las pectinas han sido hidrolizadas completamente,
test negativo, y continúa la etapa siguiente.
- Escurrido y/o prensado
Tiene por fin separar las partes sólidas del mosto. Se puede efectuar
de varias formas, siendo las más comunes:
-
Escurridor y prensas
continuas:
las uvas molidas son transportadas por bombas y cañerías hasta los
escurridores continuos donde se separa el jugo flor o mosto virgen, que
es enviado a tanques de decantación o a flotación. Luego del escurrido,
el hollejo, semillas y pulpa restantes ingresan a las prensas donde se
extrae el jugo prensa que es enviado a tanques de decantación
(separados del jugo flor).
-
Prensas neumáticas de
membrana: las uvas molidas son transportadas por bombas y
cañerías directamente a las prensas.
El orujo es el residuo que se genera al final de esta etapa, puede ser
retirado por camiones y enviado a destilerías.
- Flotación (Etapa alternativa)
Esta etapa se puede utilizar en la producción de jugos de uvas blancas
vírgenes o sulfitados. Para realizar el procedimiento de flotación en
el mosto de uva, la condición indispensable es que las partículas de la
turbidez puedan adherirse a un correspondiente número de burbujas de
gas (aire). El éxito de la flotación aplicada a mostos de uvas,
consiste en recubrir las partes insolubles provenientes de las partes
sólidas del grano, con un adecuado revestimiento con el objeto de
hacerlas flotables. Para ello es indispensable que a la masa líquida se
le añadan reactivos de flotación, tales como coadyuvantes de
coagulación y bentonita.
Por la parte inferior, central de la cuba del flotador se inyecta la
mezcla de jugo, clarificantes y aire filtrado o gas inerte. Conviene
tener presente que para que la operación de flotación tenga buen
rendimiento la cantidad de aire a inyectar debe ser la apropiada.
En la cuba se produce la separación de:
- Las borras, por la parte central del flotador, que son enviadas al
tanque de almacenamiento de borras.
- El jugo claro, que se acumula en la parte externa de la cuba, es
retirado y enviado a tanques de almacenamiento.
-
Sulfitación
A medida que se va obteniendo el mosto (salida escurridor / prensa) es
conveniente comenzar a dosificar anhídrido sulfuroso (SO2) en forma
continua. El SO2 se agrega directamente del sulfitómetro. Este
dispositivo está graduado directamente en peso, de esta manera se puede
agregar fácilmente la cantidad deseada. El agregado de SO2 puede
hacerse de diversas formas: mediante difusores o directamente hundiendo
la manguera del dosificador en el mosto, el objetivo es distribuirlo
uniformemente.
-
Almacenamiento
A los jugos obtenidos de los escurridores y/o prensas se les corrige
anhídrido sulfuroso hasta la concentración establecida.
-
Trasiegos (Separación de borras)
En los tanques de decantación se produce la separación estática del
jugo de las borras por efecto del tratamiento enzimático.
En el tanque, los sólidos en suspensión, respondiendo a la ley de
gravedad, se van estratificando sobre el fondo, de esta manera el
líquido se va aclarando. Este proceso es favorecido por las enzimas
pectolíticas naturales y comerciales, la acción coagulante y defecante
del SO2.
Los sólidos heterogéneos depositados sobre el fondo de la vasija se
llaman borras, éstas, están constituidas por sales de calcio y de
potasio del ácido tartárico, sustancias orgánicas, prótidos coagulados
con las sustancias tánicas, sustancias pécticas, fragmentos de tejidos
vegetales, bacterias y levaduras.
Estas borras, si se dejan en contacto con el mosto influyen sobre su
composición química y sobre sus características organolépticas; de allí
la necesidad de separarlas del mosto por medio de un "trasiego".
El desborre es una prevención contra el posible peligro de fermentación
en los mostos, y las borras eliminadas dejan de ser soporte de
multiplicación de las levaduras. El jugo claro es enviado a otro tanque
o a clarificación y las borras a un tanque de almacenamiento de borras.
-
Corrección de acidez (Etapa
alternativa)
En esta etapa se utilizan columnas de intercambio catiónico con la
finalidad de disminuir el pH y aumentar la acidez del jugo para lograr
la estabilidad de las sales de bitartrato que se encuentran disueltas
en el jugo y también para alcanzar los parámetros fijados por los
clientes.
-
Clarificación y estabilización
(Etapa alternativa)
Esta etapa se realiza sobre los jugos que no fueron flotados.
A los jugos almacenados con sus borras es conveniente realizarle DOS(2)
desborres; uno a los DIEZ (10) días y un segundo a los TREINTA (30)
días, luego de este segundo desborre en conveniente realizar una buena
clarificación. El jugo es clarificado en los tanques de decantación
utilizando dosis definidas de coadyuvantes de coagulación y bentonita.
En el caso de jugo de uvas blancas, también se puede agregar carbón
activado.
- Tratamiento de borras
A las borras almacenadas se les agrega SO2 hasta la concentración
determinada. Las borras acumuladas son filtradas habitualmente en
filtros prensas, o en otros equipos de separación de sólidos, el jugo
es enviado a tanques de almacenamiento para su posterior clarificación
y las borras resultantes a destilería.
- Filtración (Etapa alternativa)
Una vez efectuada la clarificación del jugo, se lo deja sedimentar
naturalmente durante unos días. Luego se trasiega al tanque pulmón del
filtro a presión, utilizando como coadyuvante tierras de diatomeas,
celulosas y/o perlitas. Al finalizar la filtración, el jugo es enviado
a tanques de almacenamiento hasta su utilización.
- Desulfitación
El objetivo de esta etapa es extraer el SO2 libre hasta una
concentración apropiada para que el producto terminado sea apto para su
comercialización.
- Preconcentración (Etapa alternativa)
El mosto es concentrado por evaporación a baja temperatura DE CINCUENTA
Y CINCO A SESENTA GRADOS CELSIUS (55-60°C) en condiciones de vacío para
dañar lo menos posible la calidad del producto. Según la tecnología
disponible, puede concentrarse el jugo hasta CUARENTA A CUARENTA Y
CINCO GRADOS BRIX (40- 45°Brix) seguida de un almacenamiento en frío.
- Almacenamiento
En el caso del jugo concentrado, al salir del concentrador, pasa por un
equipo de frío y se almacena en tanques a temperatura ambiente para su
destartarización y hasta su uso.
- Clarificación (Etapa opcional)
El jugo preconcentrado es bombeado a un tanque donde se realizará la
clarificación, primero debe diluirse con agua hasta una concentración
aproximada de TREINTA GRADOS BRIX (30° Brix) y se calienta a una
temperatura de CINCUENTA Y CINCO GRADOS CELSIUS (55°C). El objetivo de
esta etapa es lograr un jugo claro, mejorar el color y estabilidad
física. Se utiliza carbón activado que es un agente adsorbente no
específico que elimina efectivamente compuestos fenólicos y reduce el
color. Previo al agregado del carbón al jugo, este debe disolverse y
agregarse en dosis acordes al pedido de color del cliente, se revuelve
y se deja reposar durante CUARENTA MINUTOS (40 min). Luego para lograr
la clarificación debe agregarse coadyuvantes de coagulación y bentonita
enológica ambas preparadas previamente con agua, se agita y se deja en
reposo.
- Filtración (etapa opcional)
Una vez finalizada la clarificación el jugo claro que se encuentra en
la parte superior del tanque, se pasa por el filtro vertical a presión.
A este filtro previamente se le formó una precapa utilizando tierras de
diatomeas de distinta granulometría.
- Concentración final
El jugo se concentra hasta SESENTA Y OCHO GRADOS BRIX (68° Brix) y se
envía a tanques de producto terminado.
- Pasteurización
Una vez que el jugo cumple con la especificación del cliente, se
encuentra listo para envasar. Para ello primero debe pasteurizarse a la
temperatura determinada para evitar la supervivencia de cualquier
microorganismo que pueda alterar la calidad del producto terminado o
que pueda dañar la salud del consumidor.
- Filtración
Se puede realizar una última filtración para eliminar cualquier peligro
físico presente en el jugo.
- Envasado
Entre las alternativas de envasado existentes se destacan las
siguientes:
-
Aséptico: el jugo
se
envasa asépticamente utilizando normalmente bolsas de polietileno y/o
aluminio multicapas esterilizadas, ubicadas dentro del envase
solicitado por el cliente.
-
No aséptico:
generalmente se realiza en flexitanks de PVC de distintas capacidades
y/o algún otro tipo de envase/contenedor especificado por el cliente.
El producto envasado se almacena en el Depósito de producto terminado
hasta el momento de consolidación en contenedores y finalmente se
despacha.
- Insumos utilizados
Todos los insumos que se utilicen a lo largo del proceso productivo,
deben poseer aprobación del INV o del organismo de control
correspondiente.
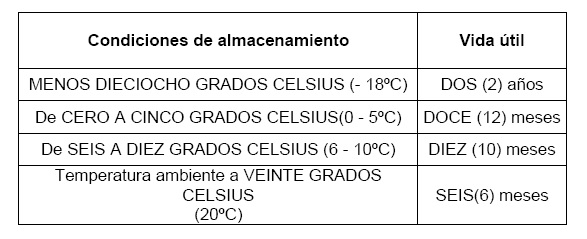
- Características de almacenamiento y
transporte
El almacenamiento del producto debe hacerse en un lugar fresco, seco y
cerrado, libre de insectos, plagas y contaminantes.
En el siguiente cuadro se enuncian posibles opciones respecto a
condiciones de temperatura de almacenamiento y su correspondiente vida
útil:
5.3 Atributos diferenciadores de envase
Respetando la normativa vigente para envases en general, se ha tomado
el criterio del envase de mejores condiciones para el cuidado del
producto, y preferencia en los mercados destino.
Los envases deberán estar aprobados por la autoridad sanitaria
competente.
6. GLOSARIO
De acuerdo al Artículo 17, inciso f) de la Ley General de Vinos N°
14.878, por productos analcohólicos de la uva del INV se entiende:
1.
Jugo de uva, el producto de
la molienda o prensado de la uva fresca, filtrado y estabilizado con
productos aprobados por el Instituto antes de iniciarse el proceso de
fermentación alcohólica. Se tolerará alcohol proveniente de
fermentaciones accidentales, con un límite máximo de UNO POR CIENTO (1
%) en volumen;
2.
Mosto virgen de uva, el
proveniente de la molienda o prensado de la uva fresca en tanto no haya
empezado a fermentar;
3.
Mosto de uva en fermentación,
aquél en proceso de fermentación, cuya riqueza alcohólica no exceda de
CINCO POR CIENTO (5 %) en volumen;
4.
Mosto sulfitado, el mosto
estabilizado con el agregado de anhídrido sulfuroso en dosis que
establezca la reglamentación;
5.
Mosto concentrado, el
obtenido del mosto de la uva en sus diversos grados de concentración
mediante procesos térmicos al vacío o al aire libre, sin haber sufrido
caramelización sensible.
De acuerdo a la Norma Internacional ISO 22000:2005, se entiende por:
Inocuidad de los alimentos,
concepto que implica que los alimentos no causarán daño al consumidor
cuando se preparan y/o consumen de acuerdo con el uso previsto.
7.
ENTIDADES Y/O PROFESIONALES INTERVINIENTES EN LA CONFECCIÓN DEL
PROTOCOLO
- Cámara Argentina De Fabricantes Y Exportadores De Mosto De Uvas.
- Enav S.A.
- Cepas Argentinas. S.A.
- Mosto Mat S.A.
- Kineta S.A.
- Jugos Australes S.A
- Centro Regional Multipropósito Cuyo del INSTITUTO NACIONAL DE
TECNOLOGÍA INDUSTRIAL (INTI) Mendoza.
- INSTITUTO NACIONAL DE VITIVINICULTURA (INV).
- Estación Experimental Agropecuaria del INSTITUTO NACIONAL DE
TECNOLOGÍA AGROPECUARIA (INTA) Mendoza.
IF-2018-15689014-APN-DNCA#MA
Número:
IF-2018-15689014-APN-DNCA#MA
CIUDAD DE BUENOS AIRES
Miércoles 11 de Abril de 2018
Referencia: EX-2018-10049050-
-APN-DDYME#MA ANEXO
El documento fue importado por el sistema GEDO con un total de 17
pagina/s.