MINISTERIO DE TRABAJO, EMPLEO Y SEGURIDAD SOCIAL
SECRETARÍA DE TRABAJO
Resolución 567/2015
Bs. As., 29/4/2015
VISTO el Expediente N° 1.556.241/13 del Registro del MINISTERIO DE
TRABAJO, EMPLEO Y SEGURIDAD SOCIAL, la Ley N° 14.250 (t.o. 2004), la
Ley N° 20.744 (t.o. 1976) y sus modificatorias, y
CONSIDERANDO:
Que a fojas 2/36 del Expediente N° 1.650.652/14, agregado como fojas 85
al Expediente N° 1.556.241/13, obra el acuerdo celebrado entre la UNION
OBRERA METALÚRGICA DE LA REPUBLICA ARGENTINA (UOMRA) y la empresa
PC-ARTS ARGENTINA SOCIEDAD ANÓNIMA, conforme a lo dispuesto en la Ley
de Negociación Colectiva N° 14.250 (t.o. 2004).
Que dicho acuerdo fue celebrado en el marco del Convenio Colectivo de Trabajo N° 260/75.
Que a través del mentado acuerdo las partes pactan sustancialmente
condiciones laborales y salariales para los trabajadores de la empresa
signataria, comprendidos en las Ramas N° 8 y N° 9 del convenio
precitado, conforme los términos allí establecidos.
Que el ámbito de aplicación del presente acuerdo, se corresponde con la
actividad de la empresa signataria y la representatividad de la
asociación sindical firmante, emergente de su personería gremial.
Que de la lectura de las cláusulas pactadas, no surge contradicción con la normativa laboral vigente.
Que las partes acreditan la representación que invocan con la
documentación agregada en autos y ratifican en todos sus términos el
mentado acuerdo.
Que asimismo se acreditan los recaudos formales exigidos por la Ley N° 14.250 (t.o. 2004).
Que la Asesoría Técnico Legal de la Dirección Nacional de Relaciones
del Trabajo de este Ministerio, tomó la intervención que le compete.
Que por lo expuesto, corresponde dictar el pertinente acto
administrativo de homologación, de conformidad con los antecedentes
mencionados. Que en atención al contenido pactado en el acuerdo de
marras, cabe señalar que no resulta procedente fijar el promedio de
remuneraciones, del cual surge el tope indemnizatorio establecido en el
artículo 245 de la Ley N° 20.744 (t.o 1976) y sus modificatorias, ya
que al personal comprendido en el mismo resultan de aplicación los
fijados a nivel de actividad para el Convenio Colectivo de Trabajo N°
260/75.
Que la presente se dicta en uso de las facultades previstas en el artículo 10 del Decreto N° 200/88 y sus modificatorios.
Por ello,
LA SECRETARIA DE TRABAJO
RESUELVE:
ARTÍCULO 1° — Declárase homologado el acuerdo obrante a fojas 2/36 del
Expediente N° 1.650.652/14, agregado como fojas 85 al Expediente N°
1.556.241/13, celebrado entre la UNION OBRERA METALÚRGICA DE LA
REPUBLICA ARGENTINA, y la empresa PC-ARTS ARGENTINA SOCIEDAD ANÓNIMA,
conforme a lo dispuesto en la Ley de Negociación Colectiva N° 14.250
(t.o. 2004).
ARTÍCULO 2° — Regístrese la presente Resolución en la Dirección General
de Registro, Gestión y Archivo Documental dependiente de la
SUBSECRETARIA DE COORDINACIÓN. Cumplido, pase a la Dirección de
Negociación Colectiva a fin que el Departamento Coordinación registre
el acuerdo obrante a fojas 2/36 del Expediente N° 1.650.652/14,
agregado como fojas 85 al Expediente N° 1.556.241/13.
ARTÍCULO 3° — Notifíquese a las partes signatarias. Posteriormente
procédase a la guarda del presente legajo conjuntamente con el Convenio
Colectivo de Trabajo N° 260/75.
ARTÍCULO 4° — Hágase saber que en el supuesto que este MINISTERIO DE
TRABAJO, EMPLEO Y SEGURIDAD SOCIAL no efectúe la publicación de
carácter gratuito del acuerdo homologado, resultará aplicable lo
dispuesto en el tercer párrafo del Artículo 5° de la Ley N° 14.250
(t.o. 2004).
ARTÍCULO 5° — Comuníquese, publíquese, dése a la Dirección Nacional del
Registro Oficial y archívese. — Dra. NOEMI RIAL, Secretaria de Trabajo.
Expediente N° 1.556.241/13
Buenos Aires, 04 de Mayo de 2015
De conformidad con lo ordenado en la RESOLUCION ST N° 567/15 se ha
tomado razón del acuerdo obrante a fojas 2/36 del expediente
1.650.652/14 agregado como fojas 85 al expediente de referencia,
quedando registrado bajo el número 530/15. — VALERIA ANDREA VALETTI,
Registro de Convenios Colectivos, Departamento Coordinación - D.N.R.T.
ACTA ACUERDO
UOMRA - PC-ARTS ARGENTINA S.A.
Entre la UNION OBRERA METALURGICA DE LA REPUBLICA ARGENTINA,
U.O.M.R.A., representada por el Secretario General Sr. Antonio Caló, el
secretario de organización Sr. Antonio Cattaneo, y en su carácter de
Directivos de la Seccional Vicente López, los Sres. Daniel Vachet,
Secretario Adjunto y Raúl Maidana como tesorero, con dirección en
Saavedra 2568 Vicente López Munro, y la Representación Gremial de la
Empresa, Sres., Cantero Juan Domingo, Juan Manuel Rolon Vega, Miguel
Alejandro Rossi, Leonardo Damián Santucho, en su carácter de delegados
gremiales de la empresa con la asistencia jurídica del Dr. Tomás Calvo
y Técnica del Sr. Alejandro A. Biondi por una parte, en adelante “EL
SINDICATO”; y, por la otra la EMPRESA PC-ARTS ARGENTINA S.A. con
domicilio en Av. San Martín 4.455 de la Localidad Florida Oeste, del
Partido de Vicente López, representada por el Sr. Carlos Suaya, en su
carácter de Gerente General, y la Sra. Silvina Martino en su carácter
de Gerente de RRHH, en adelante, denominada “La Empresa”, ambas en
conjunto denominadas “Las Partes” expresan que: Luego de largas
deliberaciones relacionadas con la necesidad de precisar un
encuadramiento convencional de las tareas del Establecimiento,
vinculadas a la fabricación de equipos electrónicos (Computadoras), han
arribado al siguiente Convenio Colectivo de Empresa, referido
exclusivamente a la definición y clasificación de tareas, no
contempladas en el C.C.T. 260/75 con una reformulación y encuadramiento
de labores que experimenten modificaciones por efecto de las
innovaciones tecnológicas o nuevas formas de organización propias de la
actividad productiva del establecimiento y de la re-categorización del
personal que está en relación de dependencia, de conformidad a las
siguientes cláusulas:
Artículo N° 1: CLÁUSULA DE PERTENENCIA Y FUENTE NORMATIVA:
Son partes otorgantes y signatarias del presente Convenio Colectivo de
trabajo la UNION OBRERA METALURGICA DE LA REPUBLICA ARGENTINA y la
EMPRESA PC-ARTS ARGENTINA S.A.
Este “Convenio de Empresa” se celebra en los términos y los alcances
previstos en los Artículos N° 16 y 17 de la Ley 14.250 (T.O. Dec.
1.135/04), articulado al Convenio Colectivo de Trabajo 260/75 Rama N° 8
“ELECTRONICA”. Las Partes” reconocen como Norma de Pertenencia y Fuente
Normativa del presente Acuerdo, al Convenio Colectivo de Trabajo Nro.
260/75 y su Rama N° 8: “ELECTRONICA”, en el marco de la Ley 14.250.
Para el caso de que, un nuevo ordenamiento convencional sustituyera a
las normas de pertenencia, el presente se adecuará a las nuevas
disposiciones legales, convocando de forma inmediata a la Comisión
Técnica que se crea en este Acuerdo, Art. N° 8. En caso de modificación
del Convenio de la Actividad los mayores beneficios, subsistirán
mientras el presente acuerdo tenga vigencia.
Artículo N° 2:- Personal Comprendido: Las Partes acuerdan que el
personal del establecimiento, reviste como encuadrado dentro del C.C.T.
Nro. 260/75, Rama N° 8 “ELECTRONICA”, y Rama N °9 “EMPLEADOS”. PC-ARTS
ARGENTINA S.A., sociedad que declara que tiene por objeto efectuar por
cuenta propia o de terceros o asociada a éstos, dentro o fuera del
país, las siguientes actividades:
a) Computación: Industrialización, fabricación, armado,
comercialización, distribución y transporte bajo cualquier modalidad de
todo tipo de máquinas, equipos y sistemas de procesamiento de datos de
cualquier tipo conocido comercialmente como hardware y software, así
como sus piezas, repuestos, accesorios e insumos de computación,
electrónica, audio, telefonía y comunicaciones en general, y toda obra
pública o privada relacionada con lo anterior.
b) Servicios: Mediante la reparación y mantenimiento de aparatos y
equipos de computación, el desarrollo y diseño de sistemas de
procesamiento de datos, la impresión y reproducción gráfica de y en
toda clase de formularios y documentos de uso comercial en general.
Asimismo podrá asesorar, y proceder a la búsqueda y selección de
personal apto para ejercer tareas en los sistemas de información y
procesamiento de datos, como también dictar y organizar en el país o en
el exterior cursos de capacitación orientados a las funciones del área
de sistemas, los que serán impartidos por profesionales con título
habilitante otorgado por autoridad competente.
La prestación de servicios de procesamiento de datos con equipos
propios o alquilados, análisis, desarrollo, mantenimiento e
implementación de sistemas. Alquiler, venta o permuta de programaciones
o programas de computación.
Micro filmaciones y cualquier otro tipo de servicios vinculados al
procesamiento de datos e información por cualquier forma o modo.-
Prestar asesoramiento y consultoría técnico y científico en todo lo
referente a este rubro y/o investigación de sistemas.
Asimismo, podrá dictar y organizar en el país o en el exterior cursos
de capacitación orientados a las funciones del área del sistema.
“Las Partes” manifiestan que, el abarcado, como ámbito de aplicación de
las actividades de la Empresa, están contenidas por la Rama N° 8
“ELECTRONICA” y Rama N° 9 de la Actividad del CCT N° 260/75.
Artículo N° 3: CATEGORÍAS DE APLICACIÓN EN LA EMPRESA: Son de
aplicación en este “Convenio de Empresa” y para el Establecimiento PC
ARTS ARGENTINA S.A., con domicilio en Av. San Martín 4.455 de la
Localidad Florida Oeste, las siguientes categorías:
1°. Las Categorías Generales establecidas en la Rama N° 8,
“ELECTRONICA” del CCT 260/75, y las que de este acuerdo surjan, como
propias de esta actividad, con las condiciones y alcances establecidos
en cada una de ellas.
2°. También son de aplicación para el personal de empleados las
categorías de la Rama N° 9 “EMPLEADOS DE LA INDUSTRIA METALÚRGICA”, del
CCT N° 260/75.
Categorización de las Tareas Operativas de Producción y Áreas Complementarias:
Las tareas de producción y de soporte técnico a la producción de “La
Empresa” quedan categorizadas de acuerdo con el detalle siguiente:
LA ASIGNACIÓN DE CATEGORÍAS AL PERSONAL OBRERO: Se efectuará conforme a
la discriminación de funciones y tareas por categoría, establecidas en
el Artículo 3° de la Rama N° 8 del CCT N° 260/75.
En esta Especialidad de la Rama Electrónica en particular, la
FABRICACIÓN DE EQUIPOS ELECTRÓNICOS —COMPUTADORAS—, requirió la
definición y creación de una nueva categoría propia de aplicación en la
especialidad, con las condiciones y alcances establecidos, en la misma.
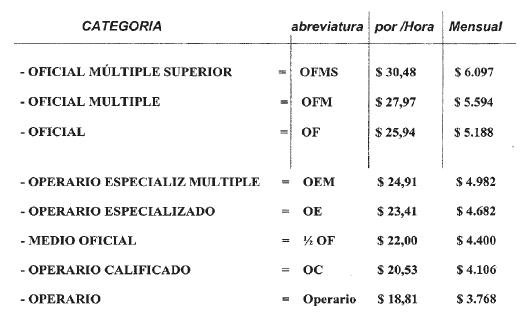
La Categoría acordada y de aplicación es:
OFICIAL MULTIPLE SUPERIOR
Son aquellos trabajadores que cumpliendo con las pautas que el Convenio
Colectivo establece para un OFM, han adquirido una alta especialización
teórico / práctica en equipos Microinformáticos y sus periféricos, que
les permite conocer las técnicas de análisis, hacer lecturas en
aparatos y equipos de medición graduados, observar y apreciar cambios
de aspectos en las funciones de los periféricos como sistema central.
Ejecutar la programación y reparación o servicie o mantenimiento de
equipos producidos en el establecimiento, en cualquiera de sus modelos.
Desempeño sostenido de cumplimiento de los estándares de producción y calidad.
Experiencia mínima como Oficial Múltiple.
Artículo N° 4: SALARIOS BÁSICOS FIJADOS EN ESTE ACUERDO: Son de
aplicación en este ACUERDO y para el Establecimiento PC ARTS ARGENTINA
S.A. las categorías y “Salarios Básicos” pactados, con vigencia a
partir del 01-12-2012, fijado conforme al procedimiento establecido en
la Rama N° 8 “ELECTRONICA” del CCT 260/75.
| A) CATEGORÍAS SALARIALES DEL PERSONAL OBRERO: |
Reserva de Línea: Es el trabajador capaz de reemplazar a un titular de
cualquier tarea de una determinada línea de producción, cumpliendo
exigencias de cantidad y calidad. Categoría asignada Operario
Especializado.
Reserva General: Es el trabajador que reemplaza a un titular de
cualquier tarea de más de una línea de producción que componen una
sección determinada de un mismo producto, cumpliendo exigencias de
cantidad y calidad. Categoría asignada Operario Especializado Múltiple.
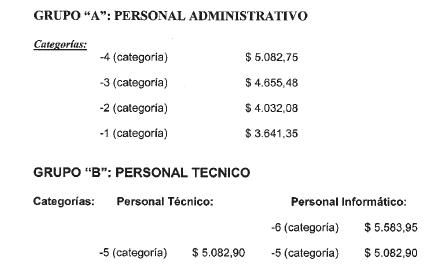
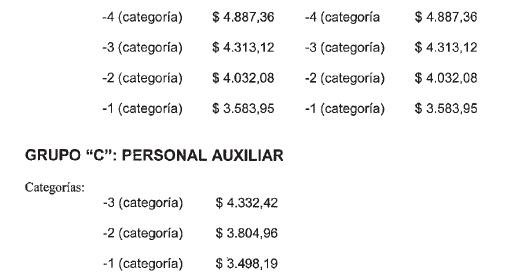
| B) CATEGORÍAS SALARIALES DEL PERSONAL DE EMPLEADOS: |
Grupos y Categorías: Reconociese los grupos y categorías de la Rama N°
9 “EMPLEADOS DE LA INDUSTRIA METALÚRGICA”, con los salarios básicos que
a continuación se indican:
Artículo N° 5: CATEGORIZACIÓN DE LAS TAREAS PRODUCTIVAS:
Descripción de tareas de líneas de producción y procesos complementarios:
1- OPERARIO DE DEPOSITO MP - Insumos
CATEGORIA: Operario Especializado
MISIÓN DEL PUESTO:
Abastecer en tiempo y forma, y respetando los estándares de calidad los pedidos solicitados en el área de producción.
Cargar y descargar de materias primas y productos terminados.
Mantener el orden y limpieza del depósito.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO:
Armar el pedido para producción.
Mantener el orden y limpieza del depósito.
Cargar y descargar de materias primas y productos terminados.
Conteo de materiales.
Ubicación, identificación y clasificación de materiales
Control de inventarios.
Control de ingreso de materiales nacionales e importados.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION
Secundario completo.
b) CONOCIMIENTOS
Conocimientos de Excel y Word.
Conocimientos sobre normas y prácticas de manipulación de materiales sensibles a las descargas electroestáticas.
c) IDIOMAS
Inglés Básico Técnico.
d) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Mínimo 3 meses de experiencia en haber trabajo en armado de pedidos
2 - OPERARIO DE DEPOSITO OMBÚ
CATEGORIA: Operario Especializado Múltiple / Operario Especializado
| Puesto N° 1, 2,3, | Categoría: Operario Especializado |
| Puesto N° 4 | Categoría: Operario Especializado Múltiple |
MISIÓN DEL PUESTO:
Abastecer en tiempo y forma, y respetando los estándares de calidad los pedidos solicitados en el área de Materia Prima.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO:
Puestos N° 1, 2,3:
Armar pedidos para depósito Materia Prima.
Mantener el orden y limpieza del depósito
Cargar y descargar de materias primas y productos terminados
Ubicación, identificación y clasificación de materiales
Control de inventarios
Control de ingreso de materiales nacionales e importados
Conteo de materiales
Puesto N° 4:
Manejo de maquinas para movimientos de cargas.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION: Secundario completo preferentemente.
b) CONOCIMIENTOS: Excel y Word
c) IDIOMAS: Inglés técnico básico en armado de pedidos.
EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Mínimo 3 meses de experiencia en haber trabajo en armado de pedidos
3. EMPAQUE - Modelo MOV 1
CATEGORIA: OPERARIO ESPECIALIZADO
MISIÓN DEL PUESTO
Llevar a cabo a mano el embalaje, empaque y etiquetado de productos
elaborados en los distintos procesos de líneas de producción,
trasladados en contenedores de diferentes formatos (carros, cajas,
etc.) o línea de movilidad, interviniendo en la fase final de una
cadena de producción y empleando diversas técnicas (Pesado, pegado faja
de seguridad, etiqueta de datos, limpieza final del producto para su
presentación, encartonado, etc.) según la naturaleza de las mercancías.
Desarrolla sus tareas de forma manual.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Empaquetar y embalar los productos aplicando los procedimientos adecuados para su conservación y seguridad.
Empaquetar, capsular y etiquetar las mercancías preparándolas para su óptima expedición o almacenaje.
Confeccionar y clasificar identificar, paquetes.
Conducir medios de transporte adaptados para el traslado al depósito de los paquetes.
Responsabilizándose de separar los productos, a mano, según tipo de producto, cliente, etc.
Asegurándose del correcto orden e higiene de los mismos.
Descartando los productos que no cumplan con los requisitos mínimos
exigibles, según normativa de las guías y manuales operativos, etc.
Velando porque todos y cada uno de los productos cumplan con las normativas de calidad del mercado.
Velando por el cumplimiento de la normativa y certificación.
Cooperando y coordinando, con los compañeros y encargados, los tiempos de trabajo para obtener un resultado eficaz y eficiente.
Cumpliendo con los tiempos y duración estipulados para el ajuste con
otros procedimientos productivos. Empaquetando los materiales o
productos en cajas, y otros recipientes y contenedores para su
expedición.
Asegurándose de un stock del producto en el almacén de acuerdo a las demandas del mercado y sus ciclos.
Dando aviso a los responsables Lideres, con el objeto de informar de fallas en el producto.
Trasladando el producto con el objetivo de izarlo, limpieza final del producto.
Velando por la seguridad del mismo mediante la aplicación del sistema
Totus, que consiste en la aplicación de una etiqueta de identificación
del producto con código de barras.
REQUERIMIENTOS DEL PUESTO:
a) NIVEL DE FORMACION: Secundario No Técnico preferentemente.
b) CONOCIMIENTOS: Sobre los diversos equipos.
c) IDIOMAS: No.
b) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS): 3 meses.
4. PERSONAL DE LINEA MOV 1
CATEGORIA: OPERARIO ESPECIALIZADO
MISIÓN DEL PUESTO
Montar los componentes hardware que forman un equipo microinformático
siguiendo las especificaciones (*1) establecidas y adoptadas para el
montaje en línea de operaciones, los trabajadores las interpretan
mediante guías de procedimiento operativo, que detallan el armado y el
ensamble de las partes, piezas y componentes, acorde a la documentación
técnica específica y propia implantada por el establecimiento, con
objeto de identificar debidamente los componentes y el método para
realizar su fijación mediante tornillos o conexión del cableado entre
los periféricos, la placa madre y los distintos puertos de entrada y
salida, en el ensamblado del equipo Microinformático.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
La recepción de equipos y componentes se efectúa mediante los
procedimientos de documentación, etiquetado, registro, almacenaje y
manipulación establecidos por la empresa, asegurando sus ubicaciones en
las condiciones ambientales y de seguridad apropiadas según las normas
establecidas.
Los componentes se ensamblan utilizando las herramientas y útiles
apropiados, asegurando las conexiones entre ellos y verificando la
sujeción, siguiendo los procedimientos establecidos por la
organización, las recomendaciones de instalación del fabricante, y las
medidas y elementos para la prevención de riesgos laborales.
La recepción y verificación de los dispositivos periféricos, su
almacenaje y manipulación, se efectúan en las condiciones ambientales y
de seguridad apropiadas, siguiendo el procedimiento establecido para
prevenir descargas estáticas.
Un equipo computacional consiste básicamente de las siguientes unidades:
1. Unidad central de procesamiento (CPU), la que incluye la carcasa,
circuito o tarjeta principal (tarjeta madre) y sus componentes
(circuitos integrados, memorias, componentes activos y pasivos,
conectores, etc.), circuitos adicionales, una o más unidades de disco
mecánico (HDD), disco de estado sólido, dispositivo cargador de batería
(fuente de poder), cableado interior y cable de alimentación externa.
2. Monitor: Monitor de pantalla plana (pantalla de cristal líquido LCD
o LED, con su carcasa, cables y circuitos interiores, cable de conexión
a la CPU, y cable de alimentación.
3. Cables: interiores, cable de conexión a CPU y cable de alimentación exterior.
4. Dispositivos periféricos: Teclado y ratón, escáner, unidad óptica de
lecto/escritura, dispositivos de almacenamiento en memorias de estado
sólido, cámara web y parlantes, entre otros.
El proceso de verificación de los componentes ensamblados se realiza
siguiendo las pautas establecidas por la organización, en estándares
normalizados y normativa legal tanto en aspectos electrotécnicos, como
de seguridad y de prevención de riesgos laborales.
La identificación y etiquetado de cada uno de los componentes que
forman el equipo montado, y del conjunto completo, se realiza haciendo
uso de los sistemas de documentación externa e interna establecidos.
Teniendo adecuada precisión en la manipulación de los elementos u
objetos a montar, siguiendo precisas instrucciones establecidas por la
empresa, según necesidades de manipulación y en condiciones de
seguridad operativa del objeto, por carga estática.
Interpretar las guías de instrucciones sobre procedimientos de montaje,
y conexión de periféricos de un sistema microinformático, teniendo en
cuenta las distintas tecnologías de los equipamientos.
Los dispositivos periféricos, controladores de dispositivos y cableado
de conexión que se van a instalar o montar se verifican, para asegurar
su compatibilidad y concordancia con las especificaciones recibidas,
siguiendo procedimientos establecidos y detalle de la orden de armado
del equipo.
Los dispositivos periféricos se instalan utilizando las herramientas
específicas, asegurando: su conexión con el equipo informático,
suministro eléctrico, estabilidad, ergonomía y etiquetado, y aplicando
criterios de seguridad, calidad y eficiencia, según procedimientos
establecidos.
Los trabajos realizados, así como las incidencias detectadas durante la
instalación y configuración se documentan, para su uso posterior,
siguiendo los modelos internos establecidos por la organización.
La documentación técnica específica asociada a los periféricos se
interpreta, en su caso, en la lengua extranjera de uso más frecuente
(Inglés).
REQUERIMIENTOS DEL PUESTO:
d) NIVEL DE FORMACION: Secundaria No Técnica preferentemente.
e) CONOCIMIENTOS: Básicos sobre componentes Electrónicos.
Conocimientos sobre normas y prácticas de manipulación de materiales sensibles a las descargas electroestáticas.
Normas ISO
Aplica normas como 5 S
Aplica normas de higiene y Seguridad y cuidado del medio ambiente.
f) IDIOMAS: Entender simbología y denominación de componentes en inglés.
g) EXPERIENCIA DEMOSTRABLE MESES / AÑOS: Requiere curso básico de Armado de PC.
(*1) Especificaciones del ensamblado establecidas, se efectúa mediante
los procedimientos de documentación técnica específica de denominación
del componente en origen y propia establecida por el establecimiento,
debiendo el operario conocer la nomenclatura y nominación técnica de
cada producto o dispositivo en idioma inglés para proceder en el
ensamble o armado correctamente, según especificaciones de la guía,
para la identificación de la pieza parte o componente, según normas de
etiquetado y registro, proveniente del depósito.
El operario que labora en una línea de producción de equipos
microinformáticos debe conocer e identificar cada uno de las unidades
que integran un equipo de computación y los componente que lo integran.
5. MONTAJE DEL MICROPROCESADOR
CATEGORIA: OPERARIO ESPECIALIZADO MULTIPLE
MISIÓN DEL PUESTO
El microprocesador (o simplemente procesador) es el circuito integrado
central y más complejo de un sistema informático; a modo de
ilustración, se le suele llamar por analogía el “cerebro” de un
computador. Es un circuito integrado conformado por millones de
componentes electrónicos. Constituye la unidad central de procesamiento
(CPU) de un PC, AIO, o equipo portátil, catalogado como
microcomputador. La colocación del microprocesador es una operación que
es muy delicada, por lo que debemos hacerla con muchísimo cuidado.
Conocimiento del Material, Componente: Actualmente existen tipos diferentes de socket.
También vamos a explicar la correcta colocación del disipador, ya que
es fundamental para la instalación del microprocesador, puesto que sin
este NO se puede encender el ordenador.
Como siempre, el trabajador se libera de cualquier carga estática que
pueda tener (colocarse la pulsera para tal fin) y advertimos que se
tiene sumo cuidado en no tocar ni los contactos del microprocesador ni
los el zócalo.
Según el fabricante y el tipo de equipo (PC, AIO, Equipo Portátil) la
conexión del microprocesador a la placa madre se realiza mediante pines
de inserción o a través de contactos metálicos. Estas técnicas se
encuentran en permanente evolución según el estado del arte y evolución
tecnológica, siempre con un nivel de complejidad superior al del resto
de las operaciones de la línea.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
El trabajador para proceder a montar el Microprocesador en el socket de
la placa base, verifica que no tenga obstruido o dañado ningún Pin de
contacto, y el micro que va a instalar, sacándolo de su estuche y
quitando las alfombrillas de protección. Coloca el microprocesador
dentro del zócalo haciendo coincidir las muescas y cierra el zócalo con
la palanquita que tiene, asegurando está en su soporte.
Ya tenemos colocado el microprocesador, ahora ha de colocar el
disipador. Para efectuar esta operación necesita un destornillador para
fijar el ventilador al disipador, y el cierre de socket.
Nota: En las líneas de Pc esta operación es realizada fuera de la línea
de producción, conocido internamente en la planta como Puesto cero.
El microprocesador está conectado generalmente mediante un zócalo
específico (socket) a la placa base de la computadora normalmente para
su correcto y estable funcionamiento, se le adosa un sistema de
refrigeración (COOLER) que consta de un disipador de calor fabricado en
algún material de alta conductividad térmica, como cobre o aluminio, y
de uno o más ventiladores que remueven el exceso del calor absorbido
por el disipador; entre éste último y la cápsula del microprocesador
suele colocarse pasta térmica siliconada para mejorar la conductividad
térmica.
Teniendo adecuada precisión en la manipulación de los elementos u
objetos a montar, siguiendo precisas instrucciones establecidas por la
empresa, según necesidades de manipulación y en condiciones de
seguridad operativa del objeto, por carga estática.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION: Secundario No técnico preferentemente.
b) CONOCIMIENTOS: Conocimientos Técnicos en Armado de PC.
Conocimientos sobre normas y prácticas de manipulación de materiales sensibles a las descargas electroestáticas.
c) IDIOMAS: Interpretación de denominaciones en inglés.
d) EXPERIENCIA DEMOSTRABLE (meses / años): 6 meses de trabajo en línea MOV1.
6. ARRANQUE DE EQUIPO Y FLASHEO DE BIOS
CATEGORIA: OFICIAL
MISIÓN DEL PUESTO
Los Trabajadores en este puesto aplican la capacidad de utilizar
procedimientos y ejecutar programas de arranque para verificar la
operatividad funcional del equipo informático acorde a los componentes
que se le han instalado o montado previamente en la línea o células de
trabajo, siguiendo guías detalladas e instrucciones recibidas.
Una vez concluido el montaje del equipo es y al proceder aplicar
energía eléctrica al mismo, es necesario comprobar que el sistema
reconoce elementos básicos que se han conectado a la placa base como
son la cantidad de memoria del disco duro y unidades ópticas. Si
existiese algún problema con el microprocesador o la memoria, no se nos
permitiría entrar en el programa de la BIOS sin solventarlo primero.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
El Trabajador sigue los siguientes parámetros para el desarrollo de sus
tareas en orden secuencial: Aplica de forma metódica el procedimiento
de ejecutar programas de arranque o flasheo del BIOS, siguiendo las
directrices indicadas en las guías de trabajo.
Los resultados obtenidos son contrastados con los resultados indicados
en las guías de trabajo y se registran para mantener el control de los
equipos verificados.
En este texto, se exponen algunas comprobaciones básicas a realizar
después de haber llevado a cabo el montaje del equipo informático.
El BIOS (Basic Input / Output System sistema básico de entrada y
salida) es un programa que controla las capas más elementales del
hardware controlando los dispositivos de estado sólido inteligentes de
la placa madre sobre la cual se apoyaran las aplicaciones de control
(drivers) y el sistema operativo.
Ocurre que la computadora, al iniciar, necesita un programa que le diga
que hacer, cuál será la siguiente función por realizar y como
ejecutarla.
En este punto, el BIOS se vuelve importante, ya que le permite a la PC “autorreconocerse” a través del POST.
Cuando pulsamos el botón de encendido (power on), hay un corto lapso de
tiempo en el que parece no ocurrir nada, sin embargo, se ejecutan un
sin número de procedimientos para cotejar que todos los componentes de
la computadora funcionan de manera correcta.
Estos procedimientos se llevan a cabo en el arranque de la PC y son una
secuencia definida en la memoria ROM BIOS, llamada rutina POST
(power-onself test, auto evaluación del sistema en el arranque).
Esta se basa en los parámetros definidos en el setup del sistema, como
el modelo del disco duro su capacidad ubicación en la unidades de
booteo, y la ubicación del slot de la placa madre —Motherboard—, el de
la disquetera verificando marca modelo ubicación en las unidades de
booteo, y ubicación del slot en la Placa-Madre, Tipo de Memoria Ram, la
cantidad de memoria instalada y la ubicación del slot en la Placa
Madre, y otros.
Todas y cada una de las rutinas POST, sin importar el fabricante del
BIOS, siguen una secuencia determinada: prueba del microprocesador, del
reloj del sistema, de la ALU (unidad aritmético-lógica) del
coprocesador matemático, de la placa de video, de la memoria RAM, de
los controladores de discos y del teclado, entre otros.
En otras palabras, el POST es un sistema de auto prueba que realiza la computadora sobre sus componentes.
La modificación de parámetros específicos de configuración y
actualización del BIOS se realiza para la adecuación del mismo al
entorno en el que se encuadra, siguiendo las indicaciones de la guía de
instalación e instrucciones recibidas.
Se procede a la actualización del “FIRMWARE del BIOS” (si éste lo
requiere), mediante “dispositivo de almacenamiento”, siguiendo detalles
de versiones actualizadas, según modelo y tipo de unidad
microinformática.
Actualización:
En algunos casos se actualiza el —firmware— del BIOS. Esto puede ser
debido a errores detectados de fabricación o se necesita instalar un
procesador nuevo o algún dispositivo reciente, o simplemente añadir
funcionalidades de las nuevas versiones del BIOS. Para realizar esto se
suele emplear un programa en Windows y un fichero con la información,
teniendo en cuenta que hay que saber con total exactitud el modelo de
placa base que tenemos y el tipo de BIOS.
El personal afectado a esta labor, debe poseer una amplia experiencia
en el manejo de BIOS del equipamiento teniendo en cuenta que todas la
funciones operativas del mismo están en idioma inglés, si surge algún
problema en estas operaciones se podría dañar seriamente el BIOS.
REQUERIMIENTOS DEL PUESTO:
h) NIVEL DE FORMACION: Secundaria No Técnica preferentemente.
i) CONOCIMIENTOS: Sobre componentes Electrónicos y Armado de PC
j) IDIOMAS: Entender simbología y denominación de componentes en inglés Técnico
k) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS): Requiere curso básico de Armado de PC.
7. REPOSITOR DE LINEA DE PRODUCCION.
CATEGORIA: OPERARIO ESPECIALIZADO
MISIÓN DEL PUESTO
Todo sistema productivo, para asegurar su funcionamiento, necesita
obtener una serie de insumos y materiales a partir de los cuales se
realizarán los procesos de ensamblado y montaje de las líneas
productivas. La función de Repositor de líneas es la encargada de
suministrar los recursos de insumos (partes, piezas, conjuntos
componentes) y adquiere una importancia fundamental en el desempeño
funcional apropiado de un depósito de materiales y suministros, a la
organización de las líneas productivas, condicionando los costos
productivos, mediante su capacidad de respuesta y eficiencia.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
El Trabajador encargado de abastecer a las líneas productivas recibe de
manos del supervisor de producción la orden escrita cuyo detalle
especifica la cantidad y tipo de componentes, partes y piezas que se
deberá proveer a las líneas productivas para su procesamiento.
Retira directamente de los pallets los materiales indicados en la orden
escrita del supervisor respectivo, y los transporta a las líneas de
producción, realizando los trasvases necesarios a mano, transporta los
medios de recolección vacíos a los lugares de estiba correspondientes.
En caso de faltantes, reporta al líder de línea la novedad, para que proceda a su reclamo.
Entregar de materiales faltantes a los sectores respectivos.
Opera el sistema de código de barras.
• La administración del flujo de entrada de materiales tiene además una
influencia directa en las actividades productivas de fábrica; por
ejemplo, los retrasos en la solicitud de pedidos o en la entrega
inadecuada a las líneas productivas afectan la continuidad del flujo de
bienes y servicios, aumentando no sólo los costos por tiempos
improductivos, sino también los plazos de entrega a los clientes.
REQUERIMIENTOS DEL PUESTO:
I) NIVEL DE FORMACION:
Secundaria No Técnica preferentemente
m) CONOCIMIENTOS:
Sobre componentes Electrónicos.
Requiere curso de Armado de PC.
Conocimientos sobre componentes Hardware.
Conocimientos sobre normas y prácticas de materiales sensibles a las descargas electroestáticas.
Normas ISO
Aplica normas como 5 S
Aplica normas de higiene y Seguridad y cuidado del medio ambiente.
Entender simbología y denominación de componentes en ingles.
n) IDIOMAS:
Entender simbología y denominación de componentes en inglés Técnico.
o) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS):
3 meses en producción
8. PICKING
CATEGORIA: OPERARIO ESPECIALIZADO MULTIPLE
MISIÓN DEL PUESTO
Se denomina así, en el campo de la logística de abastecimiento de las
líneas de producción, al proceso de recogida de material extrayendo
unidades o conjuntos empaquetados de una unidad de empaquetado superior
(lote o pallet) que contiene más unidades que las extraídas.
En general, cuando se recoge material abriendo una unidad de
empaquetado se prepara el material, luego se procede mediante el uso de
pistola de lectura de códigos de barra.
Asienta los datos en el sistema informático y verifica su veracidad.
Luego procede a entregar el material en línea de producción.
Puede ser un picking de unidades cuando se extraen productos unitarios
de una caja, o un picking de cajas, cuando se recogen cajas de una
paleta o de un contenedor, también llamado Packing.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
El Picking es un proceso básico en la preparación de pedidos en los
almacenes que afecta en gran medida a la productividad de toda la
cadena logística de las líneas o células de producción, ya que, en
muchos casos, es el cuello de botella de la misma.
Es un proceso intensivo en mano de obra, y su optimización es una de
las formas de mejorar el rendimiento de la cadena de logística interna
de las empresas.
Su mejora pasa, como es lógico, por eliminar las partes menos
productivas del proceso. La parte más improductiva suele estar
relacionada con el desplazamiento entre las distintas ubicaciones donde
se va a efectuar el proceso de picking de los diferentes productos.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION
Secundario completo no técnico preferentemente
b) CONOCIMIENTOS
Conocimientos de Excel y Word
Conocimientos sobre normas y prácticas de manipulación de materiales sensibles a las descargas electroestáticas.
Manejo del sistema Totus.
Normas ISO.
Aplica normas como 5 S.
Aplica normas de higiene y Seguridad y cuidado del medio ambiente.
c) IDIOMAS
Inglés Técnico Básico
Entender simbología y denominación de componentes en inglés Técnico
d) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Mínimo 3 meses de experiencia en haber trabajo en armado de pedidos
9. PERSONAL DE LINEA T1
CATEGORIA: OFICIAL
MISIÓN DEL PUESTO
Aplicar procedimientos y ejecutar programas de testeo para verificar la
operatividad funcional del equipo informático, recién ensamblado,
siguiendo guías y procedimientos detallados.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Las Funciones y Tareas se realizan siguiendo las directrices indicadas
y detalladas en la hoja de proceso, ejecutándose de la manera más
eficiente según contexto debidamente expresada en la orden de
producción.
Las pruebas a nivel SOFTWARE son una forma de diagnóstico a nivel
técnico basado en el desarrollo de herramientas informáticas de
evaluación (Soft-Ware/Prueba - Testeo), propias e integradas de
terceras partes, por parte de áreas de soporte de la empresa y
utilizadas en la línea de producción cuyo objetivo es proporcionar
información objetiva sobre la calidad del producto bajo pruebas de sus
componentes.
Las pruebas de software son una actividad más en el proceso de producción para “Aseguramiento de la Calidad”.
Las pruebas son básicamente un conjunto de actividades dentro del desarrollo de los procesos.
Las Operaciones que se realizan en T1 son:
Testeo de Web-Cam
Testeo del WIFI
Testeo de Funcional de Sonido Controlador Real Teck
Testeo de Bluetooh
Testeo de lnfo-Bangho
Testeo de Administrador de sistemas.
El procedimiento de testeo se aplica de forma metódica para asegurar su
ejecución. Las herramientas de testeo se utilizan para comprobar la
funcionalidad del equipo informático mediante programas como Aida 64.
Los resultados obtenidos por la aplicación de los procedimientos y la
ejecución de los programas de testeo se contrastan con los resultados
indicados en las guías de trabajo, para verificar la finalización del
proceso, si se detectan fallas, el operador identifica la falla
mediante diagnostico, procediendo posteriormente a identificar el
equipamiento mediante una etiqueta que contiene la falla, la fecha, N°
pedido y identificación del técnico que identifico la falla.
Las tareas de chequeo realizadas, así como las incidencias detectadas
se registran para mantener el control de los equipos verificados, según
los planes de la organización.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION
Secundario no Técnico preferentemente.
b) CONOCIMIENTOS
Sobre procedimientos de Calidad
Conocimientos sobre componentes Electrónicos.
Conocimientos sobre programas de Testeo.
Aplicar los Programas Prueba-Testeo, verificando que el equipamiento no genere fallas en sus componentes electrónicos.
Aplica normas de higiene y Seguridad y cuidado del medio ambiente.
Entender simbología y denominación de componentes en inglés.
Certifican Normas ISO
Aplica normas como 5 S
Conocimientos sobre normas y prácticas de materiales sensibles a las descargas electroestáticas.
c) IDIOMAS
Inglés Técnico Básico.
b) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
6 meses/ Preferentemente de PRODUCCION Bangho
10. PERSONAL DE LINEA T2
CATEGORIA: OFICIAL
MISIÓN DEL PUESTO
Idem a T1, con la diferencia de realización de funciones y tareas que
complementan el ciclo completo del testeo del equipamiento
Microinformático.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
El proceso de testeo sea completamente totalmente en este segundo
procedimiento de prueba de aseguramiento de la calidad del microsistema
y sus componentes mediante las siguientes operaciones de prueba de
testeo en segunda fase, que consisten en:
Testeo de Teclado.
Testeo de del administrador de dispositivos.
Testeo de pixeles, Qemados / Muertos.
Testeo de video HD. Sellado del Sistema.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION
Secundario no Técnico preferentemente.
b) CONOCIMIENTOS
Sobre procedimientos de Calidad.
Conocimientos sobre componentes Electrónicos.
Conocimientos sobre normas y prácticas de materiales sensibles a las Descargas electroestáticas.
Conocimientos sobre programas de Testeo, verificando que el equipamiento no genere fallas es sus componentes electrónicos.
Certifican Normas ISO
Aplica normas como 5 S.
Aplica normas de higiene y Seguridad y cuidado del medio ambiente.
c) IDIOMAS
Inglés Básico -Técnico.
Entender simbología y denominación de componentes en inglés.
b) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
6 meses / Preferentemente de PRODUCCION Bangho.
11. AIO (Célula)
CATEGORÍA: OFICIAL
CATEGORÍAS: Proceso de ensamble = Oficial Rota
Proceso de Stressing = Oficial Rota
Proceso de Empaque = Oficial Rota
MISIÓN DEL PUESTO
Las nuevas tecnologías en las desktop están sufriendo una
transformación: una fusión entre sus componentes que llevaron al
nacimiento de un nuevo tipo de Hardware, las All in One, también
conocidas por sus siglas “AIO”, o todo en uno-, que integra las partes
y componentes electrónicos que encontramos en un único gabinete.
Con su ahorro de espacio al carecer de un voluminoso gabinete, tiene
todo en un solo bloque o espacio. Requiriendo de los trabajadores
afectados en el área una dinámica operativa integral (armado desde el
inicio al final del equipo en cualquiera de las posiciones que integran
el sector o área) que requiere la capacidad, conocimiento y experiencia
necesaria para operar en cualquiera de los puestos que integran la
línea o célula de trajo.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
FUNCIONES PRINCIPALES:
A) Montar los componentes hardware que forman un equipo
microinformático, siguiendo las especificaciones establecidas y
adoptadas para el montaje en célula de operaciones, los trabajadores
las interpretan mediante guías de procedimiento operativo, que detallan
el armado y el ensamble de las partes, piezas y componentes, acorde a
la documentación técnica específica y propia implantada por el
establecimiento, con objeto de identificar debidamente los componentes
y el método para realizar su fijación mediante tornillos o conexión del
cableado entre los periféricos, la placa madre y los distintos puertos
de entrada y salida, en el ensamblado del equipo Microinformático.
B) El objetivo principal del proceso de STRESSING (testeo principal) es presentar información sobre la calidad del producto.
Se ejecutan actividades, técnicas, documentación, criterios,
conocimientos y demás elementos que condicionaran las pruebas a
realizar, las mismas son seleccionadas por el trabajador a cargo de
ejecutar el proceso de prueba siguiendo las directrices indicadas y
detalladas en la hoja de proceso, ejecutándose de la manera más
eficiente según contexto debidamente expresada en la orden de
producción. Teniendo en cuenta que la empresa certifica las normas ISO.
Estas serán utilizadas en forma metódica y ordenada para asegurar su
correcta ejecución mediante herramienta software “TESTTOOL”, de
control, diagnóstico y verificación de funciones.
Son una forma de investigación empírica y técnica cuyo objetivo es
proporcionar información objetiva sobre la calidad del producto bajo
pruebas.
C) Llevar a cabo a mano el embalaje, empaque y etiquetado de productos
elaborados en los distintos procesos de la célula de producción,
trasladados en contenedores de diferentes formatos (carros, cajas,
etc.), interviniendo de esta manera en la fase final de la producción y
empleando diversas técnicas (Pesado, pegado faja de seguridad, etiqueta
de datos, limpieza final del producto para su presentación,
encartonado, etc.) según la naturaleza de las mercancías. Desarrolla
sus tareas de forma manual.
TAREAS DE LAS FUNCIONES PRINCIPALES DEL PUESTO:
A) PROCESOS DE ENSAMBLE:
1- Tomar equipo y desmontar tapa trasera del pie de apoyo.
Desconectar cable sata/power, ubicar y desajustar tornillos del pie de apoyo y de la carcasa.
2- Ubicar herramienta de desmonte entre las uniones de la carcasa y el
panel, proceder a destrabar, una vez destrabado quitar la carcasa.
3- Tomar THERMAL PAD, ubicar y adherir en el sector del slot de la
MEMORIA RAM, verificando que TRANSISTORES y RESISTENCIAS estén
cubiertos.
4- Tomar HDD (disco rígido) y ubicar en su soporte correspondiente
fijando el mismo con tornillos y proceder a su conexión. Luego insertar
la MEMORIA RAM tipo SODIMM a 45° en la ranura del slot.
5- Ubicar el zócalo en la PLACA MADRE del MICROPROCESADOR e insertarlo.
6- Montar el DISIPADOR a 45° sobre el MICROPROCESADOR ubicar y ajustar
tornillos. Tomar el COOLER y montar sobre el DISIPADOR ubicar y
ajustar, conectar el COOLER a la PLACA MADRE.
7- Colocar silicona en la conexión del Óptico para su sujeción.
8- Verificar la correcta ejecución de todas las conexiones y periféricos.
9- Ubicar y montar la carcasa sobre el equipo y presionar
cuidadosamente en sus extremos ajustando sus trabas, ubicar y conectar
cable sata/power, ubicar y montar tapa trasera del pie de apoyo y
ajustar tornillos del equipo.
10- Proceder a la ubicación y colocación de los calcos y etiquetas correspondientes según orden de producción.
11- Conectar el equipo al a red de alimentación eléctrica y encender el equipo para verificar si enciende correctamente.
B) PROCESOS DE STRESSING:
“ídem - Punto N° 11 de la PARTE 111 - Funciones y Tareas Final-.
El objetivo principal del proceso de STRESSING (testeo principal) es
presentar información final sobre la calidad del producto mediante
pruebas de rendimiento programadas.
Se ejecutan actividades, técnicas, documentación, criterios,
conocimientos y demás elementos que condicionaran las pruebas a
realizar, las mismas son seleccionadas por el trabajador a cargo de
ejecutar el proceso de prueba siguiendo las directrices indicadas y
detalladas en la hoja de proceso, ejecutándose de la manera más
eficiente según contexto debidamente expresada en la orden de
producción.. Estas serán utilizadas en forma metódica y ordenada
utilizando herramientas de control, diagnostico y verificación de
funciones desarrolladas en la empresa e integrando aplicaciones de
terceras partes. Estas herramientas son provistas por áreas de apoyo de
la propia compañía.
Son una forma de investigación técnica cuyo objetivo es proporcionar
información objetiva sobre la calidad del producto bajo pruebas
constantes de sus componentes.
C) PROCESOS DE EMPAQUE:
1- El operario debe tomar del carro un equipo previamente testeado y lo depositara sobre la mesa de trabajo.
2- Luego procederá a la limpieza del panel LCD con ayuda de un paño previamente humedecido con líquido limpia cristales.
3- Una vez hecha la limpieza del panel deberá continuar con el ingreso
del equipo al sistema de gestión de equipos producidos mediante el
pickeo del código de barras visible en la etiqueta del mismo y también
el pickeo de la operación visible en códigos de barras en la HOJA DE
OPERACIONES TOTVS. Estas operaciones se ejecutan para la impresión del
Rótulo con los datos de la unidad.
4- El trabajador en esta operación procederá al pegado de etiquetas
descriptas como “FAJAS DE SEGURIDAD”. Una vez finalizada la operación
anterior continuara tomando 1 Caja-Maletín de origen la depositara en
el suelo, abriendo la misma extraerá de su interior 1 caja con Teclado,
1 caja tipo Pizza con todos los elementos que esta trae, 1 bolsa que
contiene los elementos de información para el usuario, verificar y
controlar todos los elementos extraídos.
5- Luego de completar las operaciones anteriores procederá al pegado de
la etiqueta de Certificado de Garantía CAS en el Manual del Usuario y
adicionando 1 Hoja de Garantía cambiando la bolsa de origen junto con
el cargador del equipo que deberá ser empaquetado en 1 bolsa individual
y mouse, todo se introducirá en 1 bolsa que lleva impreso el logotipo
BANGHO.
Luego de haber preparado todos los elementos que se han descriptos los mismos se embalaran en la caja tipo Pizza.
6- Tomar nuevamente la Caja-Maletín de origen retirar de su interior
los telgopores de contención del equipo y pegar 1 Faja de Seguridad en
la base de la Caja y el Rotulo que se elaboró en el punto 3 y ubicarlo
en lateral derecho.
7- Tomar el equipo ya embolsado, etiquetado he identificado en el
sistema y colocarle los telgopores de contención e introducir el equipo
en la Caja-Maletín junto con el teclado y la Caja tipo Pizza
previamente preparados. Cerrar la caja pegar un “FAJAS DE SEGURIDAD” en
la Manija de la caja y depositar en el pallet.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION
Técnico Electrónico// Técnico en Computación preferentemente.
b) CONOCIMIENTOS
Hardware, SoftWare
Conocimientos en procesos de Fabricación Conocimientos en Normas y
procesos anti-estaticos. Conocimientos en herramientas de electrónica.
Conocimientos en 5 S
Conocimientos de procedimientos de calidad.
c) IDIOMAS: Inglés técnico, lectura básico.
d) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Experiencia de 6 meses en líneas de Fabricación mínimo, y testeo de equipos de computación.
12 LINEA MONITORES
CATEGORIAS: Oficial // Operario Especializado Múltiple // Operario Especializado
Puestos N° 1, 2, 3, 4, 5, 6, 7, 8, Categoría: Operario Especializado
Puesto N° 9 Categoría: Oper. Eesp. Múltiple
EMPAQUE PC Categoría: Operario Especializado
MISIÓN DEL PUESTO:
MONITORES - LCD
El fenómeno LCD está basado en la existencia de algunas sustancias que
se encuentran en estado solidó y liquido simultáneamente, con lo que
las moléculas que las forman tienen una capacidad de movimiento
elevado, como en los líquidos, presentando además una tendencia a
ordenarse en el espacio de una forma similar a los cuerpos sólidos
cristalinos.
MONITORES - LED
Una pantalla LED es un tipo de pantalla LCD, que varía básicamente en
la tecnología que se utiliza para la iluminación procedente desde la
parte trasera de la pantalla, ya que lo realiza por medio de
dispositivos LED en lugar de lámparas fluorescentes (CCFL).
Las siglas LED significan (Light-Emitting Diode) ó diodos emisores de
luz. Está basada en el uso de una sustancia líquida atrapada entre 2
placas de vidrio, haciendo que al aplicar una corriente eléctrica a una
zona específica, esta se vuelva opaca y contraste con la iluminación
LED trasera. Este principio es aplicado pero con ciertas modificaciones
(ya que se utilizan 3 colores básicos para generar la gama de colores),
lo cual permite la visualización de imágenes procedentes de la
computadora, por medio de el puerto de video hasta los circuitos de la
pantalla LED, entran dentro de la clasificación FPD (“Flat Panel
Displays”) ó visualizadores de panel plano.
FUNCIONES Principales
A. ENSAMBLE DE MONITORES.
B. STRESSING.
C. EMPAQUE MONITORES.
A) Montar los componentes hardware que forman un Panel LED 18,5”
siguiendo las especificaciones establecidas y adoptadas para el montaje
en línea de producción, los trabajadores las interpretan mediante guías
de procedimiento operativo, que detallan el armado y el ensamble de las
partes, piezas y componentes, acorde a la documentación técnica
específica y propia implantada por el establecimiento, con el objeto de
identificar debidamente los componentes y el método para realizar su
fijación mediante tornillos o conexión del cableado entre los mismos,
las diferentes placas; Placa Botonera, Placa AD Board-Placa Converter,
y los distintos puertos de entrada y salida, en el ensamblado del
equipo Microinformático.
B) El trabajador responsable de ejecutar las tareas que requieren el
proceso de testeo de monitores debe verificar distintas imágenes y
pixeles.
Las imágenes son enviadas desde una computadora por medio del puerto de video a los circuitos de la pantalla LED.
C) Llevar a cabo a mano el embalaje, empaque y etiquetado de monitores
elaborados en los distintos procesos de la línea de producción que los
son trasladados en contenedores de diferentes formatos (carros, cajas,
etc.), interviniendo de esta manera en la fase final de la producción y
empleando diversas técnicas (Pesado, pegado faja de seguridad, etiqueta
de datos, limpieza final del producto para su presentación,
Encartonado, etc.) Según la naturaleza de las mercancías. Desarrolla
sus tareas de forma manual.
TAREAS PRINCIPALES DEL PUESTO:
A) PROCESOS DE ENSAMBLE
Ensamble de DE Monitores (Línea de Produccion 9 Puestos)
1.- Pantalla plana de cristal líquido: es la zona dónde se despliegan las imágenes.
2.- Panel de controles: se encargan de modificar la posición de la pantalla, el brillo, etc.
3.- Botón de encendido: prende y apaga el monitor de manera digital (“Stand by” ó estado de espera).
4.- Cubiertas plásticas: se encargan de proteger los circuitos internos y dar estética a la pantalla.
5.- Conector para alimentación: suministra de electricidad a la pantalla.
6.- Conector y cable para datos: se encargan de recibir las señales de video desde la computadora.
7.- Soporte: permite colocar la pantalla del modo más cómodo.
1- El trabajador procederá a tomar (1) carcasa y depositaria en la
línea de producción, Luego deberá continuar tomando (1) Placa Botonera
(Key PCB) y conectar uno de los extremos del Cable de 260 mm. (Key
Wire).Tomar (1) Botonera plástica (ButtonTact); adosarla con la Placa y
colocarlas en el lugar destinado. Rutear el cable con (2) trozos de
Cinta Acetato Amarilla (Tape Acetate)
2- Tomar (1) Panel LED 18,5”; desenvolverlo del envase de origen y depositar en mesa.
Tomar (3) Topes de Goma (Spongy Pillar) autoadhesivos y pegarlos en los
sectores correspondientes; (1) FLEX FFC 1 mm. 30PIN 190 mm bend y
conectar (1) extremo protegiéndolo con (1) trozo de Cinta Acetato
Amarilla (Tape Acetate).Tomar (1) Cable CMO Panel 190 mm. 6pin (Key
Wire) y conectar (1) extremo en el Panel.
3- Tomar (1) Marco Frontal (Front Cover) y depositar en mesa. Tomar (1)
LED Acrílico (LENS LED) y colocarlo en el lugar determinado con ayuda
de (1) pinza. Despegar un sector del film protector inferior; tomar (1)
Calco Logo BANGHO autoadhesivo; despegar cinta protectora y pegar con
mucho cuidado en el centro del panel. Volver a cubrir con el film
protector la zona despegada.
4- Recibe el Sub-conjunto armado en Op. 20; deposita en mesa y retira a
un costado el film protector. Recibe el Sub-conjunto armado en Op. 1 0
Y lo presenta con el otro Sub-conjunto. Toma el Sub-conjunto armado en
Op. 30 y lo coloca con los otros Sub-conjunto apretando en su perímetro
acomodando. Vuelve a colocar el film protector y deposita a un costado
de la mesa.
5- Recibe el Sub-conj. de Op. 40 y deposita en mesa. Toma (1) Esponja
Conductora (Electric Conduction Foam) y coloca en el sector destinado.
Toma el Sub-conjunto. Placa AD Board-Placa Converter; conecta los
extremos libres de los cables FLEX FFC 1 mm. 30PIN 190 mm.bend; Cable
Botonera (Key Wire) y Cable CMO Panel 190 mm. 6pin (Key Wire).
6- Recibe (1) Sub-conjunto hecho en Op.50 y depositar en mesa. Toma el
Sub-conjunto. Placa ADBoardPlaca Converter y asegura con (2) Tornillos
TP (con torque 2,0 ± 0,2 Kgf.lcm.) la Placa Converter. Toma (1) Base
Metálica Cobertura Inferior (AD/BOARD) y la coloca por debajo de la
Placa AD Board; proteje el extremo conectado del Flex con un trozo de
Cinta Acetato Amarilla (Tape Acetate) y la asegura con (4) Tornillos TP
(con torque 2,0 ± 0,2 Kgf.lcm.).Toma (1) Base Metálica Cobertura
Superior (AD/BOARD) y la asegura con (4) Tornillos M (con torque 2,0 ±
0,2 Kgf.lcm.) al Back Cover. Entrega a Op. 70.
7 - Recibe el Sub-conj. de Op.60 y deposita en mesa, Toma (1) Soporte
con Bisagra; posiciona en Back Cover y ajusta con (2) Tornillos TP (con
torque 2,0 ± 0,2 Kgf.lcm.).Coloca (1) I/O COVER (Cobertor Componentes)
y la asegura con (2) Tornillos Negros. Tomar (4) Tornillos (Torretas) 6
mm.; ubicarlos en Base Metálica Superior y asegurarlos (con torque 2,0
± 0,2 Kgf.lcm.) y entregar el Sub-conj. armado a Op. 80
8- Tomar (1) Base “A” Plástica; depositar en mesa. Tomar (1) Base “B”
Metálica; presentarla con la de plástico en las trabas y ajustarla a
presión verificando el correcto ajuste en cada una. Tomar (1) Tornillo
TP y ajustar la Base Metálica. Tomar (4) Topes de Goma Circulares
adhesivos y fijarlos en los lugares destinados. Presentar la Base
armada en el equipo posicionándolo. Tomar (1) Tornillo Mariposa y
ajustar manualmente.
9- Inspección visual 100%; conectar (1) Cable Power (Wire 220 V) Y (1)
Cable VGA (WireVGA). Mantener presionado los botones AUTO y POWER;
soltar ambos botones y comenzar presionando el botón MENÚ para ver el
desplazamiento del Menu Burning Test y completar el testeo. Sacar
cables y colocar todo lo armado hasta el momento insertándolo en el
Support Neck Plastic mediante un toque manual suave en el monitor y
depositar en mesa de Burning. Inspeccionando también las siguientes
partes.
El trabajador responsable de ejecutar las tareas que requieren el
proceso de teste o envía desde una computadora por medio del puerto de
video las imágenes a los circuitos de la pantalla LEO debiendo
verificar las distintas imágenes controlando el correcto funcionamiento
del producto utilizando colores básicos y texturas diferentes para
generar la gama de colores, lo cuál permite la visualización de
posibles fallas en la matriz de LEO, por medio del puerto de video
hasta los circuitos de la pantalla LEO.
Este tipo de monitor entra dentro de la clasificación FPO (“Flat Panel Displays”) ó visualizadores de panel plano.
C-. PROCESOS DE EMPAQUE:
1- Limpieza exterior con ayuda de (1) franela con lustra muebles y el
LCO ó LEO con limpia cristal. Tomar (1) bolsa y colocar dentro de ella
el monitor; desenroscar la mariposa que ajusta el soporte, sacar el pie
y depositar en mesa junto con el monitor.
2- Sacar el soporte; colocar (2) telgopor (1 por cada lateral del
equipo); colocarle el soporte arriba de máquina. Tomar (1) caja; tomar
(1) equipo preparado y colocar acomodando dentro de la caja. Tomar (1)
bolsa que contiene (1) Cable POWER y (1) Cable de video; cerrar caja y
depositar en el piso (Previamente armar (1) caja y colocarle adentro
(1) cartón doblado que sirve de contención y lugar para bolsa de
cables).
REQUERIMIENTOS DEL PUESTO
e) NIVEL DE FORMACION
Técnico Electrónico// Técnico en Computación preferentemente.
f) CONOCIMIENTOS
Hardware, SoftWare y Calidad
Conocimientos en procesos de Fabricación
Conocimientos en Normas y procesos anti-estaticos.
Conocimientos en herramientas de electrónica. Conocimientos en 5 S
Conocimientos de procedimientos de calidad.
g) IDIOMAS: Inglés técnico básico.
h) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Experiencia de 6 meses en líneas de Fabricación mínimo, y testeo de equipos de computación.
13 LINEA PC.
CATEGORIAS: Oficial // Operar. Espec. Múltiple // Operario Especializado
| Puesto N° 1 | Categoría OEM |
| Puesto N° 2,3,4,5,6,7,8 10 | Categoría OE |
| Puesto N° 9 | Categoría OEM |
| STRESSING PC | Categoría Of |
| EMPAQUE PC | Categoría OE |
MISIÓN DEL PUESTO
Identificar componentes Hardware en un sistema micro informático
distinguiendo sus características y funcionalidades, para montarlos
sustituirlos y conectarlos a un equipo informático.
FUNCIONES PRINCIPALES DEL PUESTO
A. LINEA DE PRODUCCIÓN
B. STRESSING
C. EMPAQUE
A) Montar los componentes hardware que forman un equipo
microinformático, siguiendo las especificaciones establecidas y
adoptadas para el montaje en línea de producción, los trabajadores las
interpretan mediante guías de procedimiento operativo que detallan el
armado y el ensamble de las partes, piezas y componentes, acorde a la
documentación técnica especifica y propia implantada por el
establecimiento con el objeto de identificar debidamente los
componentes y el método para realizar su fijación mediante tornillos o
conexión del cableado entre los periféricos, la placa madre y los
distintos puertos de entrada y salida, en el ensamblado dl equipo
microinformático.
B) Los propósitos y objetivos fundamentales del proceso de STRESSING
(testeo principal) es manifestar información acerca de la calidad del
producto producido.
Este proceso es aplicado mediante actividades, técnicas, documentación,
criterios, conocimientos y demás términos que condicionaran las pruebas
a realizar, las mismas serán aplicadas y seleccionadas por el
trabajador a cargo de ejecutar el proceso de prueba acatando y
siguiendo las directrices indicadas según detalles de la Hoja de
Proceso.
Estas serán utilizadas de forma metódica y ordenada para asegurar su
correcta ejecución mediante herramienta software “TESTTOOL”, de
control, diagnostico y verificación de funciones.
Debiendo desarrollarse del modo más eficiente, según contexto
debidamente expresada en la Orden de Producción. Teniendo en cuenta que
la empresa certifica las normas ISO.
C) El objetivo principal del proceso de empaque es llevar a cabo el
embalaje, empaquetado y Etiquetado de productos elaborados en los
distintos procesos de línea de producción, trasladados en contenedores
de diferentes formatos (carros, cajas, etc.), interviniendo de esta
manera en la fase final de la producción y empleando diversas técnicas
(Pesado, pegado de faja de seguridad, etiqueta de datos, limpieza final
del producto para su presentación, encartonado, etc.) según la
naturaleza de las mercancías. Todo este proceso es desarrollado de
forma manual.
TAREAS PRINCIPALES DEL PUESTO
A) Ensamble de PC (Línea de Producción 10 Puestos)
1. En este puesto se efectúa la preparación de la placa madre, puesto
en el que el trabajador debe verificar y controlar mediante la Orden de
Producción los siguientes componentes: MICROPROCESADOR, MEMORIA RAM y
PLACA MADRE. Luego de verificar la equivalencia de los componentes
continuara con la colocación de pasta siliconada en el centro del
microprocesador, luego extraerá de su bolsa de origen una placa madre
he insertara un memoria ram en su slot correspondiente como así también
el microprocesador, continuara colocando un cooler.
2. El trabajador que opere en este puesto debe verificar y controlar todos los componentes del equipo, series y modelos.
3. En este puesto el trabajador deberá colocar en el gabinete
componentes tales como; el Disco Rígido, Óptico (grabadora de DVD) y
lector de tarjetas los mismos se fijaran al chasis mediante tornillos.
4. El operario deberá colocar en el gabinete la placa madre previamente
preparada. La misma será fijada mediante tornillos al chasis del
gabinete.
5. En este puesto el trabajador procederá a la conexión de los cables
del FRONT PANEL; powerled, hdd led, reset y botón de encendido.
6. El trabajador conectara los cables tipo SATA de datos y SATA power
al disco rígido, al óptico y los mismos serán conectados a la placa
madre en sus slot correspondientes debiendo quedar los mismos en el
orden de booteo según O.P, fijando sus conexiones con silicona para
evitar su posible desconexión.
7. En este puesto el trabajador sujetara y ordenara mediante precintos los cables de conexión del FRONT PANEL.
8. En este puesto el trabajador sujetara y ordenara mediante precintos los cables de conexión de la fuente de alimentación.
9. El trabajador que opere en este puesto deberá controlar y verificar
todas las conexiones ejecutadas en los puestos anteriores y corroborar
mediante la O.P la correcta instalación de los componentes y unidades
asignadas según la configuración de producción. Luego deberá conectar
el equipo a una fuente de alimentación eléctrica, un monitor y un
teclado. Una vez controlado y conectado el trabajador procederá a
encender el equipo y tipeando las teclas correspondientes para poder
ingresar al SETUP de la unidad, debiendo controlar en el mismo la
correcta instalación e asignación de los siguientes componentes:
MICROPROCESADOR, ÓPTICO, DISCO RIGIDO y MEMORIA RAM.
10. En este puesto el trabajador procederá a la colocación de los
chapones laterales del gabinete fijándolo con los tornillos. También
deberá pegar la etiqueta correspondiente según el C.O.A y serie de
Windows asignados a la unidad.
B) PROCESOS DE STRESSING:
*ídem - Punto N° 11 de la PARTE III - Funciones y Tareas Final.
C) EMPAQUE PC:
1- Tomar (1) PC del carro; colocar (1) Caja Manual del Usuario. Colocar
(3) etiquetas Faja de Seguridad (1 x unión de laterales y 1 en frente
superior) Tomar la hoja de ASIGNACIÓN DE UNIDADES POR EQUIPO que está
en el interior de la bolsa; pickearla y depositarla en la parte
superior del mismo. Tomar (1) etiqueta N° de Serie y pegarla en la
parte superior trasera del gabinete.
2- Retirar a un costado de la mesa la bolsa contenedora de elementos de
información para el usuario e inspeccionar visualmente lo colocado en
Op. 1 y 2. Limpiar con ayuda de (1) franela y lustra muebles el
gabinete en todo el contorno externo. Tomar (1) bolsa de nylon y
colocarla en gabinete formando una cobertura protectora.
3- Armar (1) caja PIZZA 3B y colocar adentro (1) caja con teclado
BANGHÓ PLUS FM-5015; (1) caja con parlantes BANGHÓ PLUS FM-S2016E; (1)
caja con mouse BANGHÓ PLUS FM-B802; (1) cable POWER GD-501 y (1) bolsa
contenedora de elementos de información para el usuario; tomar (1) PC y
deslizar sobre mesa de trabajo a la Op. posterior.
4- Armar (1) caja 2B NEGRA 4168 531. Colocar dentro de ella (1) caja
PIZZA 3B con los accesorios .Colocar a la PC (2) telgopores (1 superior
y 1 inferior) para protección; colocar en caja acomodando; cerrar
manualmente y presentarlo en la encintadora que cerrará la caja con (2)
trozos de cinta de empaque (1 superior y 1 inferior).
5- PREPARAR MONITOR: Sacar monitor de caja de origen; pegar (1)
Etiqueta de N° de Serie que corresponda al Pedido; colocar en caja y
cerrarla.
6- Armar (1) caja pegándole cinta de embalaje en zona inferior; colocar
(1) caja armada en y pegar (1) rótulo de composición del equipo en una
cara de la caja en sector inferior izquierdo; colocar (1) monitor y un
separador de telgopor. Cerrar caja con cinta de embalaje en zona
superior y depositar en pallet.
REQUERIMIENTOS DEL PUESTO
i) NIVEL DE FORMACION
Técnico Electrónico // Técnico en Computación preferentemente.
j) CONOCIMIENTOS
Hardware, Software y Calidad.
Conocimientos en procesos de Fabricación.
Conocimientos en Normas y procesos anti-estaticos.
Conocimientos en herramientas de electrónica.
Conocimientos en 5 S.
Conocimientos de procedimientos de calidad.
k) IDIOMAS: Inglés técnico básico.
I) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Experiencia de 6 meses en líneas de Fabricación mínimo, y testeo de equipos de computación.
14. STRESSING - Todos los —distintos— Sectores
CATEGORIA: OFICIAL (+)
MISIÓN DEL PUESTO
El objetivo principal del proceso de STRESSING (testeo principal) es
presentar información final sobre la calidad del producto mediante
pruebas de rendimiento programadas.
Se ejecutan actividades, técnicas, documentación, criterios,
conocimientos y demás elementos que condicionaran las pruebas a
realizar, las mismas son seleccionadas por el trabajador a cargo de
ejecutar el proceso de prueba siguiendo las directrices indicadas y
detalladas en la hoja de proceso, ejecutándose de la manera más
eficiente según contexto debidamente expresada en la orden de
producción. Estas serán utilizadas en forma metódica y ordenada
utilizando herramientas de control, diagnostico y verificación de
funciones desarrolladas en la empresa e integrando aplicaciones de
terceras partes. Estas herramientas son provistas por áreas de apoyo de
la propia compañía.
Son una forma de investigación técnica cuyo objetivo es proporcionar
información objetiva sobre la calidad del producto bajo pruebas
constantes de sus componentes.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Teniendo en cuenta que la empresa certifica las normas ISO.
Se procede a conectar la unidad microinformática a la red de
alimentación eléctrica y a la red interna de comunicación, habilitados
para la conexión de la unidad. Según diseños de red de los sistemas
mencionados, siguiendo los procedimientos y normas de seguridad
establecidos. Para su posterior TESTEO, CONTROL y VERIFICACIÓN de sus
funciones establecidas según normas de aplicación detalladas en la hoja
de proceso.
Se efectúa la conexión de los periféricos adecuados, para iniciar el
proceso de TESTEO, según modelo y tipo de unidad microinformática a
procesar.
Ejemplos: TECLADOS, RATÓN.
Registra los resultados de las tareas llevadas a cabo para completar el tablero de indicadores de calidad.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION
Técnicos Electrónico // Técnico en Computación preferentemente.
b) CONOCIMIENTOS: HARDWARE, SOFTWARE y CALIDAD (PC, Notebook, Monitor, AIO.)
Conocimientos en procesos de fabricación
Conocimientos en Normas y procesos antiestáticos.
Conocimientos en herramientas de Electrónica
Conocimientos en 5S.
c) IDIOMAS: Inglés Técnico básico.
d) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Experiencia de 6 meses en línea de fabricación y testeo de equipos de computación.
15. CLONADO.
CATEGORIA: OFICIAL
MISIÓN DEL PUESTO
Mediante una imagen del Sistema Operativo, drivers, y aplicaciones,
copiado en un disco Rígido “Máster” se procede por medio de un
equipamiento de clonado, a su reproducción en los discos rígidos a ser
instalados en los equipos producidos.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Recepción de la orden de producción con la configuración y descripción para el ensamblado del disco máster.
Preparado de todos los elementos, componentes y accesorios según configuración del equipo detallada en la orden de producción.
Derivado de los componentes al sector de merma para su posterior ensamble.
Se procede al testeo del equipo con el disco clon instalado cumpliendo
los siguientes parámetros: sonido, cámara, sistema operativo (activado
ó desactivado), wi-fi, drivers.
Luego de verificar el correcto funcionamiento de los sistemas, se
informan los resultados obtenidos y luego de ser aprobado dichos
resultados se procede a la clonación de los demás discos rígidos. Se
conecta el disco máster a la maquina clonadora y 14 discos mas,
dependiendo de la capacidad de la clonadora.
Configuración y control de los indicadores de clonación según orden de producción.
Luego de clonar todos los discos, toma un disco al azar y procede a
instalarlo nuevamente en el equipo para volver a aplicar el proceso de
testeo mencionado en el punto 7.
Luego del testeo se tomará el disco clon y se discriminará como segundo
máster para continuar con el proceso de clonación en una segunda
maquina clonadora.
Seguimiento y control sobre el correcto funcionamiento de los discos a clonar conectados en la clonadora.
El control se llevara a cabo mediante indicadores de luz: rojo, amarillo y verde.
LUZ ROJA: INDICA ERROR DE CLONADO.
LUZ AMARILLA: indica proceso de clonado ok.
LUZ VERDE: indica fin de clonado.
Cada uno de los discos rígidos tiene un conector independiente e indicadores de luz propios.
Todo el proceso es aplicado de igual manera para todos los equipos y
diversos modelos ensamblados en las líneas de producción y células de
producción.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION
Técnico Electrónico preferentemente.
b) CONOCIMIENTOS
HARDWARE, SOFTWARE y CALIDAD.
Conocimientos sobre normas y prácticas de manipulación de materiales sensibles a las descargas electroestáticas.
c) IDIOMAS
Ingles Técnico básico.
b) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Experiencia de 6 meses en línea, y conocer todos los productos.
16. SERVICIO de SOPORTE TECNICO
CATEGORIA: OFICIAL MÚLTIPLE
MISIÓN DEL PUESTO:
Soporte técnico de línea y células de producción.
Reparación de unidad microinformática con fallas detectadas luego de su
ensamble en línea de producción, procediendo a reparar los productos
ensamblados que presentaron fallas, procediéndose luego a recomendar
acciones preventivas sobre el armado del equipo para luego enviarlas a
línea de testeo (T1-T2 y Stressing).
Sus capacidades en el conocimiento Técnico de los equipamientos, lo
disponen para: ejecutar técnicas operativas en la reparación de fallas
de origen en la fabricación del equipamiento; operaciones efectuadas en
procesos anteriores y en las que se han detectado el incorrecto
funcionamiento.
La relación con el manejo de equipos electrónicos, el de herramientas,
máquinas e instrumentos implicados en el proceso de fabricación de
componentes y productos electrónicos; lo habilitan para realizar
acciones de control y evaluación tanto del producto que se está
fabricando como del proceso en sí mismo a fin de determinar el origen
de fallas o defectos surgidos en el proceso de producción de un
determinado equipamiento como el de un componente; efectúa las tareas
técnicas de su incumbencia en el mantenimiento de equipos
microinformáticos de fabricación, solicitando los componentes y
productos electrónicos defectuosos a deposito; llevar a cabo las
especificaciones de pedido de componentes y productos electrónicos
dentro de las normas dadas por el fabricante o de acuerdo a las
necesidades contextuales de mantenimiento y/o reformas funcionales.
Registra los resultados de las tareas llevadas a cabo para completar el tablero de indicadores de calidad.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO:
DESCRIPCION SOPORTE (HARDWARE)
1: Recepciona unidad microinformática con supuesta falla y/o declarada en el puesto de línea de producción detectada.
2: Basándose en la falla y/o error declarado se somete a la unidad a un
proceso de filtrado a otras posibles fallas y errores para confirmar
las mismas.
3: Luego de confirmar el origen causa de falla o error se procede a la
reparación o reemplazo del componente o periférico interno (en caso de
reemplazo de placa madre o panel LCD se procede al desarme y ensamble
completo de la unidad microinformática).
Cumplir con el programa de Producción establecido.
Cumplir con las Normas y Procesos Anti-Estáticos.
Mantener la Seguridad e Higiene en las tareas productivas.
Cumplir con la descripción de las operaciones de la hoja de procesos.
Alcanzar los Estándares de Calidad establecidos en un entorno de mejora continua.
Cuidar los bienes de uso y herramientas de trabajo otorgadas.
Cumplir y respectar las normas y políticas de la planta de producción.
Registra los resultados de las tareas llevadas a cabo para completar el
tablero de indicadores de calidad destinados al mantenimiento y
evolución del sistema de mejora continua.
REQUERIMIENTOS DEL PUESTO:
a) NIVEL DE FORMACION
Técnico Electrónico //// Técnico en Computación preferentemente.
b) CONOCIMIENTOS
Conocimientos en HARDWARE, SOFTWARE y CALIDAD. (PC, NOTEBOOK, Monitor, AIO,)
Conocimientos sobre normas y prácticas de manipulación de materiales sensibles a las descargas electroestáticas.
Conocimientos en herramientas de Electrónica
Conocimientos en la norma 5S.
Conocimientos de Paquetes de OFFICE
c) IDIOMAS: Inglés Técnico básico
b) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Experiencia mínima de un año en reparación y detección de fallas de equipos y componentes de Computación.
17. MANTENIMIENTO de PLANTA
CATEGORIA: Oficial Múltiple
MISIÓN DEL PUESTO:
El Técnico en Electrónica o Electromecánico opera equipos electrónicos
y lleva a cabo programas implementados de mantenimiento predictivo,
funcional operativo y correctivo; tanto por especificaciones
proyectadas como por necesidades de reformas funcionales y
estructurales.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
El técnico opera y mantiene aplicaciones de Electrónica Industrial.
En el área de la instrumentación electrónica: opera aparatos
electrónicos de medición; mantiene los instrumentos; realiza (siguiendo
las normas que rigen las mediciones electrónicas, eléctricas, y
radioelectrónicas) tareas de contrastación con instrumentos patrón;
realiza tareas de testeo de componentes, testeo digital, mecánico;
maneja instrumentos de propósito general, físico-química y-informática
y de telecomunicaciones.
Complementariamente estará en condiciones de aplicar métodos y técnicas
de eliminación del ruido eléctrico, protecciones y puesta a tierra.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION
Técnico de Mantenimiento preferentemente.
b) CONOCIMIENTOS
De Electricidad, Electrónica, Mecánica
c) IDIOMAS
b) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
18. MERMA
CATEGORIA: OFICIAL MÚLTIPLE SUPERIOR
MISIÓN DEL PUESTO
Recuperar al máximo componentes con fallas y administrar los mismos.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Se reciben componentes en general con fallas desde soporte técnico de
producción para que las mismas sean reparadas o recuperadas. Luego se
vuelca a una planilla con descripción de características y porcentajes
de fallas. También se hace una planilla con los ingresos, recupero y
componentes con fallas.
Se elabora un informe en base a la taza porcentual de las fallas de los componentes.
Cada componente ingresado debe tener la falla identificada, se hace el diagnostico para ser reparado o recuperado.
En el caso de ser reparada se transfiere a depósito de materia prima y de no ser así se lo envía a “scrap” o repuesto mov.
-Armado de equipos master para clonación de imagen (sistema operativo) y equipos demo.
-Realizar tareas de soporte sobre las líneas de producción.
TRANSFERENCIA DE MERMA:
-Cambio de componentes con fallas de materia prima y producción.
-La transferencia se hace mediante sistema de almacenamiento (totus).
REQUERIMIENTOS DEL PUESTO:
a) NIVEL DE FORMACION
Secundario completo/// Técnico Electrónico preferentemente.
b) CONOCIMIENTOS
Conocimiento en SOFTWARE y HARDWARE de PC,
Conocimientos sobre normas y prácticas de manipulación de materiales sensibles a las descargas electroestáticas.
Conocimientos de los productos fabricados por la compañía
Conocimiento de Paquete de OFFICE.
c) IDIOMAS
Interpreta Inglés Técnico Informático Básico.
b) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Mínimo un año de experiencia en el rubro informático.
19. Puesto: ENSAMBLE DE LINEA PBA
CATEGORIA: OFICIAL
MISIÓN DEL PUESTO
Ensamblar mothers, alimentar la línea de test y mantener un flujo continuo de modo que no se pare la línea de test.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Organizar las tareas de ensamble de mothers, detectar fallas del puesto anterior (SMT) antes del inicio del ensamble.
Habilidades manuales en ensamble, capacidad de trabajo en equipo, cuidar y mantener mesa de trabajo.
Registrar las pérdidas originadas en el turno. Evaluar conjuntamente
con las aéreas soportes (calidad, mantenimiento, ingeniería las causas
de esas pérdidas.
Tareas Esporadicas
Controles de fallas de soldaduras, back up en test.
Despanelizado de mother y/o memorias.
Back up en SMT de ser necesario.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION:
Secundario Completo Téc. Electronico preferentemente
b) CONOCIMIENTOS:
Conocimientos de soldaduras con estaño.
Ensamblado de notebook y maquinas de escritorio.
Grabación.
Despanelizado, pruebas de memorias.
Armado de JIG de pruebas.
Ensamblado, Conexionado y Test de Mother.
Distinción de cortos y problemas generales de soldaduras, stresing de PC y Notebook.
c) IDIOMAS
b) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
6 meses a 1 año de experiencia en ensamble en empresas del rubro.
20. LINEA TEST PBA
CATEGORIA: OFICIAL MULTIPLE
MISIÓN DEL PUESTO
Realizar test de mother y/o memorias, identificar las fallas y asentar los no conformes según falla detectada.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Organizar las tareas de conexionado de Mothers en JIG de prueba,
detectar fallas del puesto anterior (ensamble) antes del conexionado.
Registrar todas las fallas encontradas en el turno. Trabajar
conjuntamente con calidad y aéreas soportes en busca de las causas de
las fallas.
Controles de fallas de soldaduras, back up en ensamble.
Depanelizado de mother y/o memorias.
Back up en SMT de ser necesario.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION:
Secundario completo preferentemente
b) CONOCIMIENTOS:
Conocimientos de soldaduras con estaño, ensamblado de notebook y
máquinas de escritorio, Grabación, despanelizado, pruebas de memorias,
ensamblado, conexionado y test de mother,
Distinción de cortos y problemas generales de soldaduras, stresing de PC y notebook.
c) IDIOMAS: Ingles básico
d) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
6 meses a 1 año de experiencias en ensamble en empresas del rubro
21. CALIDAD: ANALISTA DE CONTROL FINAL
CATEGORIA: OFICIAL MULTIPLE SUPERIOR
MISIÓN DEL PUESTO
Llevar a cabo la liberación por lote de los productos Bangho, que se producen en la Empresa.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Efectúa el control final del producto, informa al personal involucrado
de los desvíos de calidad producidos en la planta. Releva los
indicadores de calidad. Mantiene actualizado el tablero de control.
Generar informes de aprobación y o rechazos de productos.
Eventualmente capacita al personal de Planta in situ sobre Calidad.
REQUERIMIENTOS DEL PUESTO:
NIVEL DE FORMACION
Secundario técnico preferentemente/// No excluyente
CONOCIMIENTOS
IDIOMAS
EXPERIENCIA DEMOSTRABLE (MESES / AÑOS) Mínimo un año de experiencia en Soporte técnico o Stressing
22. CALIDAD: ANALISTA DE GESTION DE CALIDAD
CATEGORIA: OFICIAL MULTIPLE SUPERIOR
MISIÓN DEL PUESTO:
Mantener y actualizar el sistema de Gestión de calidad de la compañía
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO:
Mantenimiento del sistema Kaizen de la compañía.
Documentar, comunicar y controlar el cumplimiento de los procesos de la Compañía.
Comunicar el sistema de indicadores de calidad de la compañía.
Coordinar el equipo de auditoría de procesos de la compañía,
definiendo, documentando y comunicando los correspondientes procesos
capacitar en aspectos a la cadena de producción.
Mantener la actualización de la ISO 9001
Mantener contactos con la empresa certificadora.
Realizar procesos de benchmarking.
Participar en la definición de procesos de control de calidad de materias primas y evaluación de proveedores.
Participar en la definición de procesos de la Dirección Industrial.
REQUERIMIENTOS DEL PUESTO:
a) NIVEL DE FORMACION
Estudiante Universitario (preferentemente)
b) CONOCIMIENTOS/
Auditor líder de ISO 9001 /08
Conocimiento de herramientas de calidad
c) IDIOMAS:
Ingles básico
d) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
De 6 meses a 1 año de experiencia en el puesto
23. CALIDAD: ANALISTA DE CALIDAD, RECEPCION DE MATERIAS PRIMAS
CATEGORIA: OFICIAL MULTIPLE SUPERIOR
MISIÓN DEL PUESTO
Controlar el sistema de ingreso de mercadería a la compañía alineando
con las metas de calidad, Evaluación y seguimiento a proveedores en
aspectos de calidad.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Recepción y control de las materias primas nacionales e internacionales.
Elaboración de las especificaciones técnicas de los productos.
Documentar, comunicar y controlar el cumplimiento de los procesos de
recepción.
Establecer un sistema de indicadores de calidad de los proveedores.
Implementar y mantener un sistema de control estadístico de la calidad de los insumos y materias primas ingresadas a la Empresa.
Determinar la fiabilidad de los productos ingresados.
Contribuir al desarrollo de las especificaciones de aspectos de calidad en nuevos productos y packaging.
Participar en la definición de procesos de control de calidad de materias primas y evaluación de proveedores.
Eventualmente efectúa auditorías a proveedores y la coordinación con inspectores de Inspección Pre embarque.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION
N/D
b) CONOCIMIENTOS/
Del Rubro.
c) IDIOMAS
Ingles Técnico Básico
d) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
Conocimientos del Rubro.
24 INGENIERIA / CREACION DE IMÁGENES
CATEGORÍA: OFICIAL MULTIPLE SUPERIOR
MISIÓN DEL PUESTO
Crear y administrar imágenes Master “Microsoft y Linux”, Bios de productos de AIO/ Desktop / MOV / Servidores
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO:
Crear y Administrar Imágenes MASTER “S.O”.
Interactuar paginas web fabricantes hardware.
Almacenar y administrar Bios.
Actualizar y administrar planillas indicadores de producción.
REQUERIMIENTOS DEL PUESTO
NIVEL DE FORMACION
Secundario completo - Técnico Electrónico preferentemente
CONOCIMIENTOS
Técnico hardware / Redes informáticas
IDIOMAS
Ingles Técnico - Nivel “Medio”
EXPERIENCIA DEMOSTRABLE (MESES / AÑOS
1 Año / Preferentemente de PRODUCCION Bangho
25. INGENIERIA: MAESTRO DE PRODUCTOS Y CONTROL DE CAMBIOS
CATEGORIA: OFICIAL MULTIPLE SUPERIOR
MISIÓN DEL PUESTO
Mantener en forma eficiente el control de cambios de ingeniería y codificación de materiales.
FUNCIONES / TAREAS PRINCIPALES DEL PUESTO
Verificar codificación física de materias primas.
Definir la recodificación de materiales al ingreso.
Implementar y mantener la codificación propia de la empresa.
Implementar y mantener el sistema de control de cambios de ingeniería.
REQUERIMIENTOS DEL PUESTO
a) NIVEL DE FORMACION: Secundario completo - Técnico industrial / Electrónico preferentemente.
b) CONOCIMIENTOS: Técnico hardware / Redes informáticas.
c) IDIOMAS: Ingles Técnico - Nivel “Medio”.
b) EXPERIENCIA DEMOSTRABLE (MESES / AÑOS)
1 Año / Preferentemente de PRODUCCION Bangho.
Artículo N° 6: Ámbito Temporal.
1). La duración del presente Acuerdo será de dos años, iniciando su
vigencia el 1° de marzo de 2013 hasta el 28 de febrero de 2015, para
todos los artículos y conceptos indicados anteriormente, entrando en
vigencia desde el momento de su firma para todos los trabajadores
convencionados en el CCT 260/75 activos a la fecha y para los que se
incorporen a las empresa con posterioridad a la misma. Sin perjuicio de
lo expresado, la Empresa dispondrá de un plazo de sesenta días corridos
a partir de la firma para llevar a cabo todas las re categorizaciones
que correspondan al personal que figura como Anexo N° 1, a partir de la
vigencia del presente. Asimismo, queda expresamente establecido que las
re-categorizaciones que se realicen tendrán validez y surtirán plenos
efectos a partir de la fecha de su aplicación, no aparejando efectos
retroactivos, toda vez que las mismas surgen de este Convenio Colectivo
de Empresa, con validez y vigencia a partir de su celebración. A partir
del día 61 la Comisión Técnica se constituirá y tomara a su exclusiva
competencia los encuadramientos convencionales que faltasen realizar e
intervendrá en las controversias o conflictos de carácter individual o
pluri-individual, vinculadas a la aplicación de las normas del presente
Convenio.
2) Agotada la vigencia temporal prevista en el artículo anterior, este
Acuerdo se prorrogará tras esta fecha, en forma continua anualmente por
tácita reconducción, y en sus propios términos, en tanto no se solicite
su revisión y se formule su necesaria denuncia para su modificación por
cualquiera de las “Partes”.
Artículo N° 7: Respecto de las mejoras adquiridas y actualización de los salarios aquí establecidos.
1) Se respetarán como derechos adquiridos, a título personal, las
situaciones que pudieran existir a la fecha de la firma de este
Convenio que, computadas en conjunto y anualmente, resultasen
superiores a las establecidas en el mismo.
2) Asimismo, se mantendrán como derechos adquiridos a título colectivo
las situaciones que pudieran existir a la fecha de la firma de este
Convenio que, computadas en conjunto y anualmente, resultasen
superiores a las establecidas en el mismo, siempre que no estén
expresamente modificadas en el articulado de este Convenio.
3) Los valores de los salarios básicos correspondientes a las
Categorías Profesionales aplicadas al personal y establecidas en este
acuerdo, se actualizarán conforme a los valores que acuerden en la
Paritaria de la UOMRA y las Cámaras Empresarias del sector, o por
disposiciones del Gobierno Nacional, para toda la actividad de la Rama
N° 8 “ELECTRONICA”. En caso de surgir diferencias, se procederá a un
encuadramiento en conjunto entre la Empresa y la Representación
Gremial, para dirimir las mismas se procederá a la constitución de la
Comisión Técnica Paritaria.
Artículo N° 8: Ordenamiento de las Relaciones Gremiales.
Independientemente a lo dispuesto en el Art. 71 de CCT 260/75 -
Relaciones entre la Organización Gremial y los empleadores; que regula
las relaciones entre los trabajadores y/o sus representantes y sus
empleadores en el Establecimiento, las “Partes” acuerdan en crear una
Comisión Técnica Paritaria, con el fin de solucionar en ella todos los
aspectos e interpretaciones que pudiesen surgir por la aplicación en el
Establecimiento PC-ARTS ARGENTINA S.A. de este “Acuerdo”, bajo las
siguiente premisas:
A) La Comisión Técnica estará integrada por igual número de
representantes por la parte sindical y por la parte empresaria, a saber:
a) El Sector Sindical estará representado por: Dos representantes
designados por el Secretariado Nacional, dos representantes designados
por la Seccional correspondiente y dos representantes que sean a su vez
delegados del personal.
b) La parte empresaria, por seis miembros con facultades para su Representación.
c) Dicha Comisión tendrá las funciones y atribuciones previstas en el
art. 14 de la ley 14.250, siempre en relación y limitadas al objeto del
presente Convenio. Sin perjuicio de ello, y en particular, será
Cometido específico de la Comisión:
1 - Controlar la aplicación de las normas del presente acuerdo y del
espíritu que llevaron a la formación de las mismas. Y examinar con
espíritu constructivo y con carácter no vinculante temas relacionados a
asuntos estratégicos que involucren a la empresa, a su personal y a la
Organización Gremial, entre otros:
- Programas de inversión y perspectivas productivas.
- Programas de innovación tecnológica y organizacional.
- Evolución de los niveles ocupacionales.
- Evaluación de causas económicas de carácter general que puedan afectar el nivel de empleo u horas trabajadas.
- Análisis del mejoramiento de la calidad de vida del trabajador, tanto en su ambiente laboral como social.
- Evolución de las relaciones laborales.
En referencia a los ítems expresados más arriba, las partes dejan
constancia que los mismos no implican menoscabo o modificación de las
facultades de organización y dirección que la empresa detenta por
aplicación del arts. 64, 65 y 66 de la LCT, en las condiciones y con
los límites allí establecidos.
2 - Prevenir y conciliar cualquier controversia de carácter colectivo e
individual, que haya superado las etapas previstas en este acuerdo,
reconociendo para sí la calidad de ámbito preferencial y privilegiado
donde buscar con el mayor espíritu de colaboración, soluciones de
interés común, con el fin de preservar o recomponer el diálogo,
evitando posibles conflictos potenciales o en marcha.
3 - Monitorear la aplicación de las pautas del presente acuerdo.
Cualquiera de las partes podrá convocar a esta Comisión Técnica con una
antelación mínima de 15 días, o con carácter de urgente cuando la
gravedad así lo exija.
Las decisiones de la Comisión Técnica Paritaria se adoptarán por
consenso, deberán registrarse en un libro habilitado a tal efecto y
revestirán el carácter que le otorga la Ley 14.250.
Artículo N° 9: Salud, Higiene y Seguridad:
La Empresa reconoce las normas legales vigentes en la materia —Ley
24.557, 19.587 y Decreto 351/79— y sus normas complementarias en
función de respetar lo dispuesto por la normativa sobre higiene,
seguridad y medio ambiente laboral y medicina del trabajo, adaptadas al
proceso productivo y las aplica con el objeto de preservar la
integridad psicofísica de los trabajadores y del medio ambiente laboral.
A estos efectos la Comisión Técnica participará en el tratamiento de
los temas enunciados a fin de contribuir en términos de prevención,
aplicación y corrección, de considerarlo así necesario.
Se pondrán en práctica las medidas recomendadas en el seno de la
Comisión Técnica, para prevenir acciones inseguras y/o evitar las
enfermedades profesionales o accidentes del trabajo.
La Empresa tendrá a su cargo la capacitación del personal sobre
higiene, seguridad y medio ambiente del trabajo, particularmente en lo
relativo a la prevención de los riesgos específicos del puesto de
trabajo que se le asigne.
Deberá además mantener el buen estado de conservación, uso y
funcionamiento de los equipos, instalaciones y útiles de trabajo,
mediante la implementación de los correspondientes programas de
mantenimiento y reposición de herramientas.
También velará por el buen estado de conservación y mantenimiento de
herramientas. Equipos y maquinas, uso y funcionamiento de las
instalaciones eléctricas, sanitarias y de agua potable y aquellas que
pudiesen afectar la salud o condiciones de seguridad del trabajador.
Deberá asimismo evitar la acumulación de desechos, residuos y elementos
que constituyan riesgos físicos o para la salud, que puedan producir
accidentes y/o enfermedades, efectuando en forma periódica las
limpiezas y/o desinfecciones pertinentes.
Deberá adoptar las medidas para eliminar y/o aislar los ruidos y/o
vibraciones perjudiciales para la salud de los trabajadores,
suministrando elementos de protección específicos y adecuados técnica y
ergonómicamente.
La empresa tendrá a su cargo el suministro de equipos adecuados para
combatir los casos de riesgos e incendio, y mantendrá informado al
personal sobre las disposiciones y normativas vinculadas con esta
materia.
Cada colaborador deberá asumir un rol protagónico en materia de prevención de accidentes de trabajo.
Las presentes disposiciones serán de aplicación en tanto no contradigan
las disposiciones y principios de las Leyes N° 19.587 (Higiene y
Seguridad), N° 20.744 (Contrato de Trabajo), N° 24.557 (Riesgos del
Trabajo), y sus respectivas Reglamentaciones, Anexos y modificaciones,
las Convenciones Colectivas de Trabajo, los Laudos con fuerza de ley y
las Resoluciones de Organismos Nacionales, se consideraran
complementarias e integradoras de las disposiciones legales.
Ambas partes dejan constancia que la enumeración precedente reemplaza y
sustituye las previsiones de la ley 14.408 de la Provincia de Buenos
Aires (Creación de Comités Mixtos de Salud, Higiene y Seguridad en el
Empleo), tal como lo establece el art. 12 de la citada norma legal.
Artículo N° 10: En caso de surgir diferencias, con el personal, por la
aplicación de los Art., precedentes en el Establecimiento PC Arts
Argentina S.A., se procederá a un análisis de encuadramiento del puesto
o sector, efectuándose en conjunto entre la Empresa y la Representación
Gremial, para dirimir las mismas, acorde al procedimiento dispuesto en
el Art. N° 8. Ordenamiento de las Relaciones Gremiales.
Artículo N° 11: HOMOLOGACIÓN.
El acuerdo será presentado por “las partes” ante el Ministerio de Trabajo, Empleo y de Seguridad Social, para su homologación.
En prueba de conformidad se firman Tres ejemplares del mismo tenor y a
un solo efecto, en la Ciudad Autónoma de Buenos Aires, a los 14 días
del mes de Marzo de 2013.